
เข้าใจแยกแยะ ระหว่าง เทคนิคการกัดปาดหน้าเทียบกับการกัดเอ็นด์ถือเป็นสิ่งสำคัญในโลกแห่งการตัดเฉือน คุณจะได้เจาะลึกวิธีการกัดยอดนิยมสองวิธี: การกัดปาดหน้าและการกัดเอ็นด์ เข้าใจถึงเทคนิค ความแตกต่าง และการประยุกต์ของทั้งสองเทคนิค เตรียมตัวให้พร้อมด้วยความรู้ที่แม่นยำเพื่อเพิ่มประสิทธิภาพงานตัดเฉือนของคุณ

CNC หมายถึงการควบคุมเชิงตัวเลขของคอมพิวเตอร์ ต่อไป เครื่องกลึงเป็นเครื่องมือกลึงวัสดุ ในทางตรงกันข้าม โรงสีจะขึ้นรูปวัสดุโดยใช้เครื่องตัดแบบโรตารี่ ทั้ง CNC ควบคุมโรงสีและเครื่องกลึง ความแม่นยำสูงถือเป็นข้อดีของ CNC
เครื่องกลึงสร้างวัตถุทรงกระบอก โรงสีจัดการกับรูปทรงที่ซับซ้อน CNC ให้การผลิตที่รวดเร็ว เครื่องกลึงและโรงสีให้รายละเอียด
ในระหว่าง เครื่องกัดซีเอ็นซีชิ้นงานจะอยู่นิ่ง บนเครื่องกลึง ชิ้นงานจะหมุน ระบบ CNC ควบคุมการเคลื่อนไหวที่แม่นยำ งานกลึงต้องมีการเคลื่อนที่แบบหมุน โรงสีต้องการการประสานการเคลื่อนไหว X, Y, Z ที่แม่นยำ
อัตราป้อนส่งผลต่อความสำเร็จในการกัด อัตราป้อนที่เร็วขึ้นทำให้สามารถขจัดวัสดุได้เร็วขึ้น อย่างไรก็ตามความแม่นยำอาจลดลง CNC ควบคุมอัตรานี้ เครื่องกลึงให้ความสำคัญกับความเร็วในการหมุน การกัดมุ่งเน้นไปที่ความเร็วป้อน การตัดสินใจเกี่ยวกับอัตราการป้อนอาจส่งผลต่อคุณภาพผลิตภัณฑ์และอายุการใช้งาน
โรงสีและเครื่องกลึงทำให้เกิดเศษ การนำวัสดุออกส่งผลให้เกิดเศษตัด เครื่องจักร CNC ปรับการเกิดเศษให้เหมาะสม เครื่องกลึงจะผลิตเศษที่ยาวและเป็นลอน โรงสีอาจให้ชิปที่มีขนาดเล็กลง การสร้างเศษที่มีประสิทธิภาพช่วยยืดอายุการใช้งานของเครื่องมือ
RPM วัดความเร็วแกนหมุน RPM สูงหมายถึงการขจัดวัสดุได้เร็วขึ้น CNC จะควบคุมความเร็วเหล่านี้ บนเครื่องกลึง ความเร็วของสปินเดิลจะกำหนดผิวสำเร็จ ในโรงสี ความเร็วของสปินเดิลจะส่งผลต่อขนาดเศษและอายุการใช้งานของเครื่องมือ
CNC จะกำหนดเส้นทางของเครื่องมือ โรงสีต้องมีเส้นทางที่ซับซ้อนสำหรับรูปทรงที่ซับซ้อน เครื่องกลึงเป็นไปตามเส้นทางเชิงเส้นที่เรียบง่ายกว่า ในการกัด ความซับซ้อนของเส้นทางเครื่องมืออาจเพิ่มขึ้น การตรวจสอบเส้นทางเครื่องมือให้เหมาะสมเป็นสิ่งสำคัญสำหรับผลลัพธ์ที่มีคุณภาพ
CNC ย่อมาจาก Computer Numerical Control ถัดไป เครื่องกลึงจะขึ้นรูปวัสดุโดยการหมุน ในทางกลับกัน โรงสีใช้เครื่องตัดแบบโรตารี่
เครื่องตัดโรงสีเอาวัสดุออกโดยการตัด CNC ควบคุมทั้งเครื่องกลึงและโรงสีเพื่อความแม่นยำ ชิ้นส่วนที่แม่นยำจำเป็นต้องมีการควบคุมด้วย CNC ดังนั้น CNC จึงรับประกันผลลัพธ์ที่ยอดเยี่ยม
ความลึกมีบทบาทในการกัด เครื่อง CNC ใช้การเขียนโปรแกรมเพื่อกำหนดความลึก เครื่องกลึงจะขจัดชั้นต่างๆ ขณะหมุน ในทางตรงกันข้าม โรงงานจะเจาะลึกเข้าไปในวัสดุ การตัดลึกต้องใช้เวลามากขึ้น การตัดแบบตื้นจะเร็วขึ้น ทั้งโรงสี CNC และเครื่องกลึงรับประกันความลึกที่เหมาะสม
เครื่องมือมีความสำคัญในการกัด สำหรับ CNC ตำแหน่งเครื่องมือถือเป็นสิ่งสำคัญ เครื่องกลึงมีเครื่องมือที่สัมผัสวัสดุที่กำลังหมุน โรงสีมีใบมีดที่เคลื่อนเข้าไปในวัสดุ
การเข้าใช้เครื่องมือที่ถูกต้องจะให้ผลลัพธ์ที่ดีกว่า ข้อผิดพลาดในการประกอบทำให้ชิ้นงานเสียหาย ระบบ CNC ป้องกันข้อผิดพลาดดังกล่าว
การป้อนเป็นเรื่องเกี่ยวกับการเคลื่อนตัวของคัตเตอร์ ในระบบ CNC อัตราป้อนมีความสำคัญ เครื่องกลึงจะเคลื่อนย้ายเครื่องมือตามอัตราที่กำหนด โรงสีมีหัวกัดที่เคลื่อนที่ด้วยความเร็วที่กำหนด อัตราป้อนต่อฟันเกี่ยวข้องกับฟันตัด อัตราป้อนที่เหมาะสมต่อฟันจะช่วยป้องกันการสึกหรอของเครื่องมือ ฟีดที่แม่นยำช่วยยืดอายุการใช้งานของเครื่องมือ
แรงส่งผลต่อผลลัพธ์การกัด ระบบ CNC ตรวจสอบระดับแรง เครื่องกลึงใช้แรงในการขึ้นรูปชิ้นงาน โรงสีออกแรงด้วยเครื่องตัด แรงมากเกินไปทำให้เครื่องมือเสียหาย แรงที่เหมาะสมทำให้การตัดราบรื่น เครื่องมือ CNC ปรับแรงให้เหมาะสมเพื่อผลลัพธ์ที่ดีที่สุด

CNC ย่อมาจาก Computer Numeric Control ทำหน้าที่นำทางชิ้นส่วนเครื่องจักร จากนั้นเครื่องกลึงจะหมุนชิ้นงาน เครื่องกลึงแกะสลักวัตถุโดยใช้เครื่องมือมีคม
อย่างไรก็ตาม โรงสีมีรูปร่างของโลหะแตกต่างออกไป โรงสีใช้เครื่องมือหมุน ชิ้นงานในโรงสีจะอยู่นิ่งซึ่งแตกต่างจากเครื่องกลึง ดังนั้นการกัดปาดหน้าจึงตัดพื้นที่กว้างได้อย่างแม่นยำ
เครื่องบดสร้างพื้นผิวเรียบ เครื่องกลึงมีลักษณะเป็นทรงกระบอกเป็นส่วนใหญ่ CNC ให้ตรรกะนำทาง หากไม่มี CNC ความแม่นยำจะลดลง โดยเฉพาะอย่างยิ่งในงานที่ซับซ้อน CNC พิสูจน์ได้ว่ามีคุณค่าอย่างยิ่ง เครื่องจักรแต่ละเครื่องมีความสามารถในการสร้างพื้นผิวที่เป็นเอกลักษณ์
โรงสีมีแนวตั้งและ แนวนอน ประเภท โดยเฉพาะโรงงานแนวตั้งจะทำการตัดตามแนวแกน เครื่องกลึงขาดความสามารถนี้ การตัดตามแนวแกนจะเจาะลึกเข้าไปในวัสดุ ระบบ CNC ควบคุมความลึกและทิศทาง
เครื่องมือโรงสีสัมผัสกับวัสดุในวงกว้าง ต่างจากเครื่องมือกลึงที่มีจุดสัมผัส โรงสีจะครอบคลุมพื้นที่ CNC มีบทบาทสำคัญ ช่วยให้มั่นใจได้ว่าเครื่องมือจะกระจายทั่วพื้นผิวอย่างสม่ำเสมอ การสัมผัสแบบกว้างช่วยให้มั่นใจได้ถึงผลลัพธ์ที่สม่ำเสมอ
หัวกัดปาดหน้ามีฟันตัดหลายซี่ ในทางตรงกันข้าม เครื่องกลึงจะใช้การตัดแบบจุดเดียว CNC จะจัดฟันเหล่านี้ในโรงสี การนับฟันส่งผลต่อผิวสำเร็จและความเร็ว
การกัดปาดหน้ามีความเป็นเลิศในการทำให้พื้นผิวเรียบ โรงงานทำให้วัสดุเรียบอย่างสมบูรณ์แบบ CNC ช่วยให้มั่นใจได้ถึงการเคลื่อนที่ของเครื่องจักรอย่างเหมาะสม เครื่องกลึงไม่ได้มีความเรียบเหมือนกัน การราบเรียบยังคงเป็นข้อได้เปรียบหลักของโรงสี
การคอนทัวร์วัสดุให้เป็นโปรไฟล์ที่ต้องการ โรงสีบรรลุรูปทรงที่หลากหลายได้อย่างง่ายดาย เครื่องกลึงจะจัดการกับรูปทรงทรงกลมเป็นหลัก โรงสีที่ควบคุมด้วย CNC ให้รูปทรงที่ซับซ้อนอย่างมีประสิทธิภาพ
การเซาะร่องเป็นการแกะสลักช่องให้เป็นวัสดุ มิลส์ทำเช่นนี้ด้วยความแม่นยำอย่างยิ่ง เครื่องกลึงไม่เหมาะสำหรับการกัดร่อง แนวทาง CNC เป็นสิ่งสำคัญ ช่วยให้มั่นใจได้ว่าขนาดของช่องจะตรงตามข้อกำหนด
มิลส์สร้างไหล่สี่เหลี่ยมที่สมบูรณ์แบบ ไหล่สร้างขอบมุมขวาบนวัสดุ เครื่องกลึงไม่สามารถบรรลุสิ่งนี้ได้อย่างแม่นยำ ระบบ CNC ควบคุมการสร้างบ่านี้ในโรงสี
การแทงหมายถึงการสร้างช่องในวัสดุ มิลส์ นำโดย ซีเอ็นซีเก่งที่นี่ เครื่องกลึงไม่เหมาะสำหรับการกลึงหลุม ความลึกและรูปร่างของช่องขึ้นอยู่กับความแม่นยำของ CNC
CNC ย่อมาจาก Computer Numerical Control โดยพื้นฐานแล้ว CNC จะทำให้เครื่องมือกลเป็นแบบอัตโนมัติ ในทางกลับกัน เครื่องกลึงจะสร้างวัตถุโดยการหมุนวัตถุเหล่านั้น
ในทางตรงกันข้าม โรงสีใช้เครื่องมือในการตัดวัสดุให้เป็นรูปทรงที่ต้องการ เครื่องจักร CNC เครื่องกลึง และโรงงานมีบทบาทสำคัญในการผลิต
เครื่องกลึงหมุนชิ้นงาน ในระหว่างนี้ เครื่องมือตัดแบบตายตัวจะสร้างรูปทรงดังกล่าว CNC เกี่ยวข้องกับการควบคุมเครื่องจักรด้วยคอมพิวเตอร์ ซึ่งให้ความแม่นยำ โรงสีต่างกันโดยใช้เครื่องตัดแบบหมุนเพื่อเอาวัสดุออก เครื่องมือทั้งสามอย่าง ได้แก่ CNC เครื่องกลึง และโรงสี คือนิยามของการผลิตสมัยใหม่
ระบบ CNC ควบคุมเครื่องจักรได้อย่างแม่นยำ เพิ่มผลผลิต เครื่องกลึงแบบธรรมดายังได้รับประโยชน์จากเทคโนโลยี CNC อีกด้วย โรงงานใช้เครื่องมือตัดเพื่อขึ้นรูปชิ้นงาน แตกต่างจากเครื่องกลึง ความรู้เกี่ยวกับ CNC, เครื่องกลึง และโรงงาน ช่วยให้การผลิตมีประสิทธิภาพ
เครื่องจักร CNC ทำงานโดยใช้อินพุตจากคอมพิวเตอร์ จึงรับประกันความถูกต้องแม่นยำ เครื่องกลึงจะหมุนชิ้นงานโดยใช้เครื่องมือตัดกับชิ้นงาน โรงสีต่างจากเครื่องกลึงตรงที่ใช้เครื่องมือแบบหมุนเพื่อสร้างรูปร่าง เครื่องมือเหล่านี้ ได้แก่ CNC เครื่องกลึง และโรงสี มีบทบาทที่แตกต่างแต่เชื่อมโยงถึงกันในอุตสาหกรรมต่างๆ
ในการผลิต CNC แสดงถึงวิวัฒนาการทางเทคโนโลยี การควบคุมการเคลื่อนไหวของเครื่องจักร เครื่องกลึงซึ่งเป็นเครื่องมือโบราณยังคงมีความสำคัญ โดยต้องหมุนชิ้นงานกับคัตเตอร์แบบตายตัว ในทางตรงกันข้าม โรงสีจะเคลื่อนคัตเตอร์เพื่อจัดรูปทรงสิ่งของต่างๆ CNC เครื่องกลึง และโรงสี: แต่ละแห่งทำหน้าที่เฉพาะตัวในอุตสาหกรรมสมัยใหม่
คุณสมบัติ/หมวดหมู่ | การกัดปาดหน้า | แนวคิดหลัก | การใช้งาน | เครื่องมือที่ใช้ |
คำอธิบาย | การสำรวจเชิงลึกของการกัดพื้นผิวของวัสดุ | รากฐานสำคัญของกระบวนการกัด | สถานการณ์การใช้งานหลัก | เครื่องมือและอุปกรณ์ที่นำไปใช้งาน |
จำนวนรายการโดยละเอียด | ไม่มี | 5 | 5 | 5 |
รายการแรก | ไม่มี | การตัดกว้าง | การราบเรียบของพื้นผิว | โรงงานเชลล์ |
รายการที่สอง | ไม่มี | การสร้างพื้นผิว | คอนทัวร์ | เครื่องตัดแข็ง |
รายการที่สาม | ไม่มี | การตัดตามแนวแกน | การเซาะร่อง | โรงสีอัตราป้อนสูง |
รายการที่สี่ | ไม่มี | การติดต่อแบบกว้างๆ | ไหล่เหลี่ยม | เครื่องตัดแบบเฮลิคอล |
รายการที่ห้า | ไม่มี | ฟันหลายซี่ | การแทง | เครื่องตัด |
การกัดปาดหน้าแบบตั้งโต๊ะ เจาะลึก!

การกัดเอ็นด์เป็นการทำงานของ CNC CNC ย่อมาจาก Computer Numerical Control ใน CNC คอมพิวเตอร์นำทาง เครื่องกลึงและโรงสีเป็นเครื่องจักรหลักสองเครื่อง เครื่องกลึงหมุนชิ้นงาน ในทางกลับกัน โรงสีจะหมุนเครื่องมือ งานกัดเอ็นด์มีไว้สำหรับโรงงานโดยเฉพาะ
ในกรณีนี้ เครื่องมือที่เรียกว่าดอกเอ็นมิลล์จะตัดวัสดุ วัสดุจะอยู่นิ่งในขณะที่เครื่องมือเคลื่อนที่ CNC ช่วยให้มั่นใจได้ถึงการเคลื่อนไหวที่แม่นยำ ดอกเอ็นมิลล์สามารถมีได้หลายขนาด พวกเขาสามารถมีรูปร่างที่แตกต่างกันได้เช่นกัน อุตสาหกรรมจำนวนมากใช้ดอกเอ็นมิลล์ ตั้งแต่รถยนต์ไปจนถึงอุปกรณ์ต่างๆ การกัดเอ็นมีบทบาทสำคัญ
การกัดร่องใช้ดอกเอ็นมิลล์เพื่อสร้างช่อง ช่องเหล่านี้สามารถมีความกว้างได้หลากหลาย ปรากฏอยู่ในชิ้นส่วนเครื่องจักร ช่องช่วยในการประกอบโครงสร้าง
การทำโปรไฟล์เป็นรูปทรงด้านข้างของวัสดุ ดอกเอ็นมิลล์เป็นไปตามรูปแบบที่กำหนดไว้ มีขอบและโปรไฟล์ที่แม่นยำ ความแม่นยำดังกล่าวช่วยในการประกอบชิ้นส่วนให้เหมาะสม
การพุ่งเข้าสู่วัสดุโดยตรง ดอกเอ็นมิลจะเข้าสู่วัสดุในแนวตั้ง พวกมันสร้างรูหรือโพรงลึก นึกถึงเครื่องจักรที่ต้องการส่วนกลวง
ในการกัดทางลาด ดอกเอ็นมิลล์จะเคลื่อนที่เป็นมุม พวกเขาไม่ได้ลงไปตรงๆ วิธีนี้ช่วยให้มั่นใจได้ถึงการตัดที่นุ่มนวลยิ่งขึ้น ส่วนประกอบต่างๆ เช่น ชิ้นส่วนเครื่องบินจะได้รับประโยชน์
ตรงนี้ ดอกเอ็นมิลล์จะสร้างส่วนโค้ง รูปทรงสามารถซับซ้อนได้ นึกถึงชิ้นส่วนตัวถังรถยนต์ การกัดคอนทัวร์ให้ความแม่นยำที่จำเป็น
ดอกเอ็นมิลล์ฟลุตมีร่องเกลียว ร่องเหล่านี้ช่วยในการขจัดเศษ ขลุ่ยสามารถมีได้มากมาย ยิ่งมีร่องฟันมากเท่าใดก็ยิ่งได้งานละเอียดยิ่งขึ้นเท่านั้น
โรงสี Chamfer สร้างมุม โดยทั่วไปแล้ว บนขอบของวัสดุ ทำให้การประกอบง่ายขึ้น ขอบที่สมบูรณ์แบบช่วยลดข้อผิดพลาดในการติดตั้ง
ดอกเอ็นมิลหยาบจะทำการตัดเบื้องต้น พวกเขาเอาวัสดุจำนวนมากออกอย่างรวดเร็ว สิ่งเหล่านี้ไม่ได้มีไว้สำหรับการตกแต่งขั้นสุดท้าย แต่เป็นการขจัดวัสดุอย่างรวดเร็ว
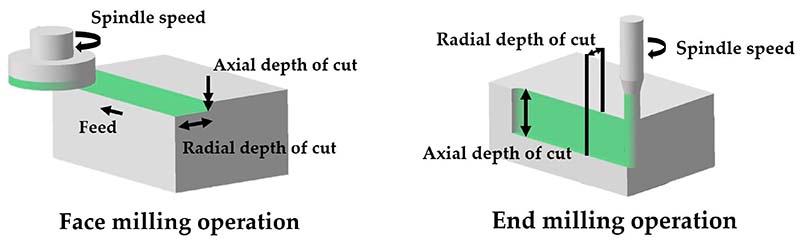
ในการกัดปาดหน้า การตัดจะเกิดขึ้นในแนวแกนเป็นหลัก ซึ่งหมายถึงที่ผิวหน้าหรือส่วนปลายของเครื่องมือ ในทางกลับกัน ในการกัดขอบหรือดอกเอ็น การตัดจะเกิดขึ้นอย่างรุนแรงรอบๆ
การสัมผัสพื้นผิว
จบคุณภาพ
อัตราวัสดุ
ข้อได้เปรียบด้านความเร็ว
การตกแต่งพื้นผิว
อายุการใช้งานของเครื่องมือ
ความเข้ากันได้ของวัสดุ
การปรับฟีด
การเลือกเครื่องมือ
ความเร็วแกน
RPM (รอบต่อนาที) ที่เครื่องมือหมุนมีความสำคัญ รอบต่อนาทีที่สูงขึ้นอาจทำให้เกิดความร้อนมากเกินไป ในทางกลับกัน RPM ที่ช้าลงอาจทำให้เครื่องมือสึกหรอได้
การใช้น้ำหล่อเย็น
ผ่านการทับซ้อนกัน
การกัดทางลาด
การเปลี่ยนมาใช้เทคนิคการกัดแบบต่างๆ พิจารณาการกัดทางลาด ภายในกระบวนการ CNC เครื่องมือตัดจะเคลื่อนที่เป็นมุมกับพื้นผิวชิ้นงาน ไม่ใช่แค่แนวตั้งเท่านั้น
การกัดแบบพลันจ์
ถัดไปในรายการคือการกัดแนวดิ่ง ต่างจากวิธีการกัดแบบเดิมตรงที่เครื่องมือจะเคลื่อนเข้าไปในวัสดุในแนวตั้ง ลองนึกถึงเครื่องจักร CNC ที่พุ่งลงมาตรงๆ ทำให้เกิดช่องลึก ด้วยการกัดแนวดิ่ง ความลึกจะกลายเป็นพารามิเตอร์หลัก
การกัดด้วยความเร็วสูง
การกัดแบบไครโอเจนิกส์
เจาะลึกเทคนิคขั้นสูง แล้วคุณจะพบกับการกัดด้วยความเย็นเยือกแข็ง ในกรณีนี้ ไนโตรเจนเหลวจะทำให้เครื่องมือตัดเย็นลงระหว่างการทำงาน อัตราการทำความเย็นซึ่งมักวัดเป็นลิตรต่อนาทีถือเป็นปัจจัยกำหนดที่โดดเด่น
การกัดแบบไดนามิก
เส้นผ่านศูนย์กลางเครื่องมือ ในการกัด เส้นผ่านศูนย์กลางของเครื่องมือจะมีบทบาท บทบาทสำคัญ เส้นผ่านศูนย์กลางที่ใหญ่ขึ้นช่วยให้มั่นใจได้ถึงความมั่นคงมากขึ้นในระหว่างการตัด
ขึ้นอยู่กับการเลือกขนาดให้เหมาะสมกับงานที่ทำอยู่
โลหะ เช่น อะลูมิเนียม เหล็กกล้า หรือไทเทเนียม มีลักษณะเฉพาะที่แตกต่างกัน รู้จักคุณสมบัติของวัสดุแต่ละชนิด วัสดุเนื้ออ่อน เช่น อะลูมิเนียม ต้องมีพารามิเตอร์ที่แตกต่างกันเมื่อเทียบกับเหล็กกล้าไร้สนิมชนิดแข็ง จับคู่วัสดุเครื่องมือเพื่อประสิทธิภาพสูงสุด
พารามิเตอร์ที่สำคัญคือ กำลังของเครื่องจักรจะกำหนดความสามารถในการจัดการวัสดุที่มีความแข็ง แรงม้าที่มากขึ้นช่วยให้ตัดได้เร็วและลึกยิ่งขึ้น โปรดดูเอกสารข้อมูลจำเพาะของเครื่องเสมอเพื่อดูรายละเอียดที่ถูกต้อง
นี่หมายถึงปริมาณวัสดุที่ถูกดึงออกโดยฟันตัดแต่ละซี่ การตั้งค่าโหลดเศษอย่างถูกต้องจะช่วยป้องกันการแตกหักของเครื่องมือ ตรวจสอบและปรับโหลดเศษเพื่อปกป้องเครื่องมือและได้ผิวสำเร็จที่เหนือกว่า
ขนาดชิ้นงานของคุณมีความสำคัญ สำหรับชิ้นงานที่มีขนาดใหญ่ขึ้น เส้นผ่านศูนย์กลางของเครื่องมือที่ใหญ่ขึ้นและกำลังของเครื่องจักรที่สูงขึ้นจึงเป็นสิ่งสำคัญ ตรวจสอบให้แน่ใจว่าเตียงเครื่องจักรสามารถรองรับชิ้นงานได้ ตลอดการสนทนานี้ เราได้สำรวจความซับซ้อนของการกัดปาดหน้าเทียบกับเทคนิคการกัดดอกเอ็น การรับรู้ถึงความแตกต่าง จุดแข็ง และจุดอ่อนของแต่ละวิธีจะช่วยให้ตัดสินใจได้ดีขึ้นในการดำเนินการตัดเฉือน สำหรับเครื่องมือกัดและความเชี่ยวชาญระดับสูง โปรดวางใจ.











