
เครื่องกลึง ให้ความแม่นยำ พวกเขาสร้างรูปร่างโลหะด้วยความแม่นยำ ในบล็อกนี้ คุณจะค้นพบแก่นแท้ของการกลึงบนเครื่องกลึง ดำน้ำลึก รับข้อมูลเชิงลึก ได้รับความเชี่ยวชาญที่ไม่มีใครเทียบได้
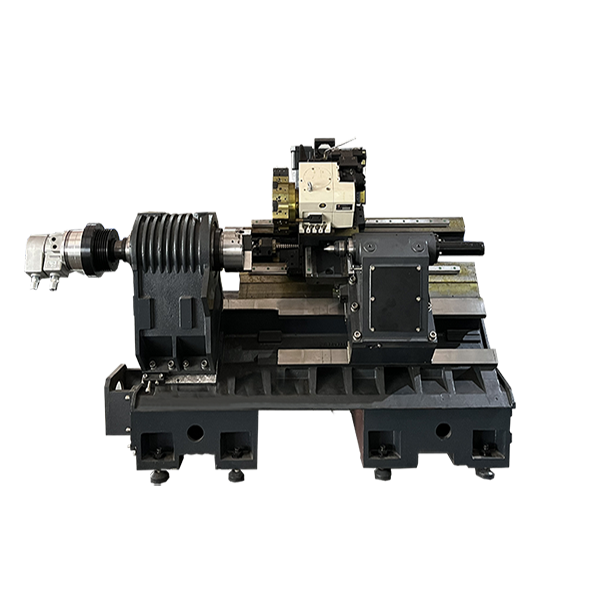 |  |
| เครื่องกลึงซีเอ็นซีแนวนอน | เครื่องกลึงแนวตั้งซีเอ็นซี |
เจาะลึกขอบเขตของการกลึง โดยเฉพาะเน้นไปที่การกลึง ในกรณีนี้ ชิ้นงานจะหมุนในขณะที่จุดเดียว ความเร็วในการตัด เครื่องมือจะเคลื่อนที่ขนานกับแกนการหมุน ในระหว่างการดำเนินการ เศษจะถูกดึงออกจากชิ้นงานเพื่อสร้างพื้นผิวทรงกระบอก พารามิเตอร์หลัก ได้แก่
บ่อยครั้งจะอยู่ระหว่าง 500 ถึง 2000 RPM เป็นตัวกำหนดความเร็วของการหมุนชิ้นงาน
โดยปกติตั้งแต่ 0.2 ถึง 0.6 มม./รอบ จะเป็นตัวกำหนดความเร็วในการเคลื่อนที่ของเครื่องมือ
โดยปกติแล้ว 1 ถึง 5 มม. จะเป็นการเจาะของเครื่องมือเข้าไปในชิ้นงาน

การดำเนินการกลึง บนเครื่องกลึงจะกำหนดความแม่นยำ ในระหว่างการกลึง เครื่องมือตัดจะดึงวัสดุออกจากชิ้นงานที่กำลังหมุน เครื่องจะยึดชิ้นงานไว้ในหัวจับ ถัดไป เครื่องมือตัดจะเคลื่อนที่เป็นเส้นตรง ขณะที่ชิ้นงานหมุน เครื่องมือจะตัด
RPM (รอบต่อนาที) มีอิทธิพลต่อกระบวนการ ความเร็ว อัตราป้อน และความลึกเป็นพารามิเตอร์ที่สำคัญ ผู้ปฏิบัติงานที่มีทักษะเข้าใจถึงคุณค่าเหล่านี้ การเลือก RPM ที่เหมาะสมจะเพิ่มประสิทธิภาพผลลัพธ์ ดังนั้นการกลึงจึงทำให้ได้รูปทรงทรงกระบอกที่สมบูรณ์แบบ
ในการเลี้ยวตรง คุณจะต้องจัดการกับพื้นผิวด้านนอก โดยทั่วไปแล้ว การดำเนินการนี้จะเกิดขึ้นกับเส้นผ่านศูนย์กลางภายนอกของชิ้นงาน ชุดเครื่องกลึงเฉพาะ พารามิเตอร์. การตั้งค่าเหล่านี้ช่วยให้มั่นใจถึงความสม่ำเสมอและความสม่ำเสมอ
ตัวอย่างเช่น ความลึก 2-3 มม. กลายเป็นเรื่องปกติ เครื่องมือต่างๆ เช่น HSS (เหล็กความเร็วสูง) เป็นเรื่องธรรมดา การหล่อลื่นที่เหมาะสมช่วยให้มั่นใจได้ว่าผิวจะเรียบเนียน
การกลึงบ่ามุ่งเน้นไปที่การสร้างขั้นหรือบ่าบนชิ้นงาน การเปลี่ยนผ่านระหว่างเส้นผ่านศูนย์กลางต่างๆ ที่แม่นยำคือเป้าหมาย กับ ความแตกต่าง ประมาณ 10-15 มม. คุณจะได้ส่วนที่แตกต่างกัน การตั้งค่าเครื่องจักร โดยเฉพาะอัตราการป้อน มีบทบาทสำคัญ เครื่องมือปลายคาร์ไบด์พิสูจน์ได้ว่ามีประโยชน์ที่นี่ การตรวจสอบอย่างต่อเนื่องเป็นสิ่งสำคัญ เมื่อนั้นเท่านั้น ความถูกต้องยังคงไม่ประนีประนอม
การกลึงโปรไฟล์เป็นเรื่องเกี่ยวกับการสร้างรูปทรงที่ไม่แน่นอน ต่างจากประเภทก่อนหน้าตรงที่เส้นขอบนี้กำหนดกระบวนการ พื้นผิวโค้ง เชิงมุม หรือลาดเอียงมักเกิดจากการกลึงโปรไฟล์ มันซับซ้อน
เทมเพลตพิเศษช่วยแนะนำเครื่องมือตัด เครื่องกลึง CNC (Computer Numerical Control) เป็นเลิศในการกลึงโปรไฟล์ ทำไม เพราะคำสั่งที่ตั้งโปรแกรมไว้ช่วยเพิ่มความแม่นยำ ด้วยการป้อนพิกัดที่แน่นอน คุณจะได้รูปร่างที่ต้องการ โปรดจำไว้เสมอว่า เพื่อให้การกลึงโปรไฟล์ประสบความสำเร็จ ให้จัดตำแหน่งปลายเครื่องมือให้ตรงกับแกนของเครื่องจักร
การจัดตำแหน่งที่เหมาะสมรับประกันสูง ควบคุมคุณภาพ ผลลัพธ์. การเลือกเครื่องมือที่ถูกต้อง อาจเป็นแบบปลายเพชร จะช่วยเพิ่มประสิทธิภาพผลลัพธ์ได้ ทุกรายละเอียดในการกลึงโปรไฟล์ต้องได้รับความเอาใจใส่อย่างพิถีพิถัน
ด้วยความขยันหมั่นเพียรเท่านั้นจึงจะบรรลุถึงความสมบูรณ์แบบได้
ในการกลึง รูปทรงเครื่องมือจะกำหนดคุณภาพ มุมคายเครื่องมือ มุมหลบ และมุมจุดเครื่องมือเป็นพารามิเตอร์ที่สำคัญ การตั้งค่าที่ถูกต้องช่วยปรับปรุงผิวสำเร็จ
วัสดุเครื่องมือ เช่น เหล็กกล้าความเร็วสูง (HSS) หรือคาร์ไบด์ ช่วยสร้างความแตกต่างได้ วัสดุแต่ละชนิดต้องมีรูปทรงเฉพาะเพื่อให้ได้ผลลัพธ์ที่ดีที่สุด นอกจากนี้ รัศมีปลายคมตัดของเครื่องมือยังส่งผลต่อผิวสำเร็จอีกด้วย
อัตราป้อนจะกำหนดระยะทางที่เครื่องมือเคลื่อนที่ต่อรอบ อัตราป้อนที่สูงขึ้นจะทำให้การขจัดวัสดุเพิ่มมากขึ้น อย่างไรก็ตาม อัตราที่สูงเกินไปอาจทำให้ทั้งเครื่องมือและชิ้นงานเสียหายได้ ตามหลักการแล้ว ความสมดุลระหว่างความเร็วและความแม่นยำถือเป็นสิ่งสำคัญ อัตราป้อนที่แนะนำสำหรับเหล็กช่วงระหว่าง 0.2 ถึง 0.6 มม./รอบ
ความเร็วตัด วัดเป็นเมตรต่อนาที (ม./นาที) ส่งผลต่อคุณภาพผิวสำเร็จและอายุการใช้งานของเครื่องมือ วัสดุที่แตกต่างกันต้องใช้ความเร็วที่แตกต่างกัน ตัวอย่างเช่น อลูมิเนียมมีความเร็วในการตัดสูงกว่าเหล็กกล้าคาร์บอน การเลือกความเร็วอาจส่งผลต่อการสร้างความร้อน ดังนั้นโปรดดูคู่มือเครื่องจักรเสมอเพื่อเป็นแนวทาง
โลหะชนิดต่างๆ มีพฤติกรรมเฉพาะตัวในระหว่างการกลึง ความแข็ง ความเหนียว และการนำความร้อนมีบทบาท วัสดุอย่างไทเทเนียมต้องการความเร็วที่ต่ำกว่า ในทางกลับกัน ทองเหลืองช่วยให้มีความเร็วสูงขึ้นได้ พิจารณาคุณสมบัติของวัสดุชิ้นงานก่อนเริ่มงานเสมอ
การใช้น้ำหล่อเย็นอย่างเหมาะสมจะช่วยยืดอายุการใช้งานของเครื่องมือ สารหล่อเย็นจะกระจายความร้อน ลดแรงเสียดทาน และขจัดเศษออก การดำเนินการบางอย่างอาจต้องมีการระบายความร้อนด้วยน้ำท่วม การดำเนินการบางอย่างอาจเกิดหมอก ประเภทของสารหล่อเย็น - น้ำมันสังเคราะห์ น้ำมันกึ่งสังเคราะห์ หรือน้ำมันที่ละลายน้ำได้ ส่งผลต่อประสิทธิภาพการทำงาน
ความเสถียรของเครื่องเป็นสิ่งสำคัญยิ่ง การตั้งค่าที่เข้มงวดช่วยป้องกันการสั่นสะเทือน การสั่นสะเทือนทำให้พื้นผิวสำเร็จและอายุการใช้งานของเครื่องมือลดลง ตรวจสอบให้แน่ใจเสมอว่าเครื่องกลึงยึดแน่นหนา ส่วนประกอบต่างๆ เช่น ส่วนท้ายและส่วนรองรับรถช่วยเพิ่มความแข็งแกร่งให้กับเครื่องจักร
ตรวจสอบการสึกหรอของเครื่องมืออย่างสม่ำเสมอ เครื่องมือที่สึกหรอจะทำให้ได้ผิวงานที่ไม่ดี การสึกหรอด้านข้าง การสึกหรอของหลุม และการสึกหรอของจมูกสัญญาณทั่วไป เปลี่ยนหรือลับเครื่องมือเมื่อการสึกหรอเกินขีดจำกัดที่อนุญาต การตรวจสอบอายุการใช้งานของเครื่องมือทำให้มั่นใจได้ถึงผลลัพธ์ที่สม่ำเสมอ
การกลึงหน้าคือการกลึงเบื้องต้นบนเครื่องกลึง เพื่อสร้างพื้นผิวเรียบที่แม่นยำ อุตสาหกรรมต่างๆ ให้ความสำคัญกับวิธีนี้อย่างมากในด้านความแม่นยำของส่วนประกอบ ชิ้นส่วนสำคัญ เช่น หัวมอเตอร์และหน้าแปลนจะได้รับประโยชน์อย่างมาก
ดังนั้นการหันหน้าอย่างเหมาะสมจึงเป็นสิ่งสำคัญยิ่งในภาคการผลิต ความชำนาญช่วยให้มั่นใจได้ถึงความสม่ำเสมอของผลิตภัณฑ์ อายุการใช้งานที่ยาวนาน และความเป็นเลิศโดยรวม ผิวสำเร็จที่เหนือกว่าและผลลัพธ์ขนาดที่แม่นยำ
ก่อนเริ่มต้น ตรวจสอบให้แน่ใจว่าปลายของเครื่องมืออยู่ในแนวเดียวกับศูนย์กลางชิ้นงาน ใช้เครื่องมือที่มีความแม่นยำ อาจเป็นตัวบ่งชี้หน้าปัด การจัดตำแหน่งที่แม่นยำรับประกันการตัดที่เหมาะสมที่สุด ช่วยลดการสึกหรอของเครื่องมือ
การจับยึดชิ้นงานอย่างเหมาะสมถือเป็นสิ่งสำคัญยิ่ง ด้ามจับที่แข็งแกร่งช่วยให้มั่นใจในความปลอดภัยและความแม่นยำ หัวจับของเครื่องกลึงซึ่งเป็นส่วนประกอบสำคัญ ให้แรงดันที่ปรับเปลี่ยนได้ การใช้แรงที่เพียงพอจะช่วยป้องกันไม่ให้ชิ้นงานโยกเยกระหว่างการทำงาน
ตัดสินใจเลือกความลึกในการตัดที่คุณต้องการ ไมโครมิเตอร์หรือคาลิปเปอร์ทำหน้าที่ได้ดีที่สุด การปรับเปลี่ยนการควบคุมการเลื่อนแบบสไลด์ของเครื่องกลึงนี้ การเลือกความลึกส่งผลโดยตรงต่อคุณภาพผิวสำเร็จ ตรวจสอบให้แน่ใจว่าการตั้งค่าเป็นไปตามข้อกำหนดของวัสดุ
อัตราป้อนส่งผลต่อผิวสำเร็จ อัตราที่เหมาะสมจะแตกต่างกันไปขึ้นอยู่กับประเภทของวัสดุ วัสดุอย่างอะลูมิเนียมต้องการอัตราที่แตกต่างจากเหล็ก แนวทางการให้คำปรึกษาของผู้ผลิตนำเสนอความชัดเจน
เปิดการปรับเสาเครื่องกลึง โปรดจำไว้ว่าการตั้งค่า RPM จะแตกต่างกันไปตามวัสดุและเส้นผ่านศูนย์กลาง ตรวจสอบให้แน่ใจว่าปฏิบัติตามความเร็วที่กำหนด เพิ่มความปลอดภัยสูงสุด และ ประสิทธิภาพการปลดล็อค.
สังเกตพื้นผิวชิ้นงานอย่างต่อเนื่อง ใช้สัมผัสและภาพชี้นำ ความเรียบเนียนและความสม่ำเสมอยังคงเป็นสิ่งสำคัญ ปรับตำแหน่งเครื่องมือหรืออัตราการป้อนตามความจำเป็น
ในการกลึงบนเครื่องกลึง การปรับที่แม่นยำเป็นสิ่งสำคัญ การตัดทุกครั้งมีความสำคัญ การตั้งค่าความลึกที่เหมาะสม ซึ่งมักจะอยู่ระหว่าง 0.5-2.5 มม. เป็นตัวกำหนดคุณภาพของผลิตภัณฑ์ขั้นสุดท้าย นอกจากนี้ อัตราป้อนมีตั้งแต่ 0.2-0.6 มม./รอบ ซึ่งส่งผลต่อผิวสำเร็จ
เครื่องมือกลึงเช่น ซีเอ็นเอ็มจี หรือ DNMG เลือกตามประเภทวัสดุ เครื่องมือมีมุมเฉพาะ เช่น 55° หรือ 80° เหมาะสำหรับงานที่แตกต่างกัน
นอกจากนี้ RPM (รอบต่อนาที) อาจแตกต่างกันไป สำหรับเหล็ก 120-150 RPM มีประสิทธิภาพ ในขณะเดียวกันอลูมิเนียมต้องใช้ 200-250 RPM การปรับอย่างเหมาะสมทำให้ได้ผลลัพธ์ที่ไร้ที่ติ โดยเน้นย้ำถึงความเชี่ยวชาญของเครื่องกลึง
หลังจากการกลึง การตรวจสอบความถูกต้องเป็นสิ่งสำคัญยิ่ง ชิ้นหนึ่งวัดพื้นผิวโดยใช้เครื่องมือที่มีความแม่นยำ เช่น ไมโครมิเตอร์และตัวระบุหน้าปัด ค่าเบี่ยงเบน 0.01-0.05 มม. อาจบ่งบอกถึงความคลาดเคลื่อน นอกจากนี้ เครื่องทดสอบความหยาบผิวยังตรวจวัดคุณภาพอีกด้วย
โดยทั่วไปค่าความหยาบที่ต้องการจะอยู่ระหว่าง Ra 0.2-1.6µm หากไม่อยู่ในช่วงนี้ ให้พิจารณาการเลือกเครื่องมือหรือพารามิเตอร์การตัดเฉือนอีกครั้ง เครื่องมือเหล็กกล้าความเร็วสูง (HSS) ให้ผลลัพธ์ที่แตกต่างจากเม็ดมีดคาร์ไบด์
ปรับเทียบเครื่องมือทุกครั้งหลังรอบการทำงานทุกครั้ง การตรวจสอบอย่างสม่ำเสมอจะทำให้เกิดความสม่ำเสมอของผลิตภัณฑ์ เป็นตัวอย่างที่ชัดเจนของความเชี่ยวชาญระดับมืออาชีพ การทำงานของเครื่องกลึง.
พารามิเตอร์ | คำอธิบาย | ระดับความสำคัญ (1-10) | เครื่องมือ/อุปกรณ์ที่จำเป็น | หน่วยเมตริก | ค่าทั่วไป/ช่วง | ข้อผิดพลาดที่อาจเกิดขึ้น |
เผชิญหน้าปฏิบัติการ | บรรลุพื้นผิวเรียบ | ไม่มี | ไม่มี | ไม่มี | ไม่มี | ไม่มี |
การแนะนำ | ภาพรวมของกระบวนการ | 7 | ไม่มี | ไม่มี | ไม่มี | เข้าใจผิด |
การวางตำแหน่งเครื่องมือ | การจัดตำแหน่งเครื่องมือตัด | 9 | เครื่องมือการจัดตำแหน่ง | ระดับ | 0-5° | การวางแนวไม่ตรง |
ชิ้นงานที่ปลอดภัย | ถือวัตถุอย่างปลอดภัย | 10 | ชัค, แคลมป์ | ไม่มี | ไม่มี | การหนีบที่ไม่เหมาะสม |
ตั้งค่าความลึกของการตัด | ความหนาของชั้นตัด | 9 | ไมโครมิเตอร์ คาลิเปอร์ | mm | 0.5-3มม | การตัดสูง/ต่ำ |
ปรับอัตราการป้อน | ความเร็วของการเคลื่อนที่ของเครื่องมือ | 8 | ปุ่มหมุนอัตราการป้อน | มม./รอบ | 0.05-0.5มม./รอบ | ฟีดเร็ว/ช้า |
จ้างเครื่องกลึง | การสตาร์ทเครื่อง | 8 | สวิตช์เครื่องกลึง | ไม่มี | ไม่มี | เริ่มช้า/เร็ว |
ตรวจสอบเสร็จสิ้น | การตรวจสอบคุณภาพพื้นผิว | 9 | ภาพสัมผัส | Ra | 0.1-6.3μm | จบไม่เรียบ |
การปรับผ่านครั้งสุดท้าย | การตกแต่งพื้นผิวขั้นสุดท้าย | 9 | หน้าปัด, ไมโครมิเตอร์ | mm | 0.01-0.5มม | การจบขั้นสุดท้ายที่ไม่เหมาะสม |
ตรวจสอบความเรียบ | ตรวจสอบให้แน่ใจว่าพื้นผิวเรียบ | 10 | เส้นตรง, ฟิลเลอร์เกจ | μm | 0-15μm | พื้นผิวไม่เรียบ |
โต๊ะหันหน้าไปทางพื้นผิวเรียบ!
การขึ้นลายบนเครื่องกลึงมีจุดประสงค์สองประการ ประการแรก การขึ้นลายช่วยเพิ่มการยึดเกาะกับวัตถุที่เป็นโลหะ คิดถึงมือจับหรือเครื่องมือ ประการที่สอง การขึ้นลายเพิ่มการออกแบบที่น่าดึงดูดบนพื้นผิว
ในการกลึงบนเครื่องกลึง เครื่องมือจะสร้างรอยพิมพ์บนชิ้นงาน เครื่องมือที่แตกต่างกันทำให้เกิดรูปแบบที่แตกต่างกัน RPM อัตราป้อน และความดันเครื่องมือ การตั้งค่าเครื่องกลึงต้องมีความแม่นยำเพื่อให้ได้ผลลัพธ์ที่ต้องการ
การขึ้นลายตรงทำให้เกิดเส้นขนาน ในการกลึง การใช้เครื่องมือ knurl แบบตรงจะช่วยให้บรรลุผลดังกล่าว ร่องที่มีระยะห่างสม่ำเสมอปรากฏบนชิ้นงาน ผู้ปฏิบัติงานจะปรับ RPM ของเครื่องกลึงเพื่อให้ได้ผลลัพธ์ที่สมบูรณ์แบบ ความลึกจะแตกต่างกันไปขึ้นอยู่กับแรงกดของเครื่องมือ
ด้วยการตั้งค่าที่เหมาะสมที่สุด ผลิตภัณฑ์ขั้นสุดท้ายจะแสดงออกมาร่องตรงที่สะอาด ผู้เชี่ยวชาญชอบสิ่งนี้เพื่อให้ดูเรียบง่าย
การขึ้นลายในแนวทแยงทำให้เกิดรูปแบบที่เอียง เมื่อใช้เครื่องมือที่เหมาะสมในการใช้งานเครื่องกลึง ก็จะเกิดเส้นเอียงขึ้นมา การปรับอัตราการป้อนจะส่งผลต่อมุมของผลลัพธ์
จำเป็นอย่างยิ่งที่จะต้องแน่ใจว่ามีแรงกดสม่ำเสมอตลอดทั้ง ผู้ปฏิบัติงานที่มีทักษะสามารถบรรลุรูปแบบในมุมที่สอดคล้องกัน รูปแบบแนวทแยงให้ทั้งความสวยงามและการยึดเกาะตามการใช้งาน
การไขว้แบบไขว้เกี่ยวข้องกับเส้นที่ตัดกัน เมื่อรูปแบบแนวทแยงเหลื่อมซ้อนกัน เอฟเฟ็กต์แบบกากบาทจะปรากฏขึ้น ความเชี่ยวชาญในการใช้งานเครื่องกลึงช่วยให้มั่นใจได้ถึงทางแยกที่แม่นยำ ตำแหน่งเครื่องมือ อัตราป้อน และ RPM จำเป็นต้องมีการสอบเทียบอย่างระมัดระวัง รูปแบบที่ตัดกันมักสื่อถึงงานฝีมือระดับสูง
การขึ้นลายเพชรเป็นการผสมผสานระหว่างลวดลายกากบาทจนเกิดเป็นรูปทรงเพชรขนาดเล็ก การใช้เครื่องมือ knurling สองตัวติดต่อกันทำให้ได้ผลเช่นนี้
ความแม่นยำในการทำงานกลึงเป็นสิ่งสำคัญยิ่ง ความสมดุลที่เหมาะสมของแรงกดของเครื่องมือและ RPM จะทำให้ได้รูปแบบเพชรที่สมบูรณ์แบบ ขึ้นชื่อเรื่องความสวยงาม ลายเพชรยังคงได้รับความนิยมในหมู่ช่างฝีมือ
ทำความเข้าใจบทบาทสำคัญของสไลด์ผสม ในการกลึงเทเปอร์ คุณจะต้องปรับสไลด์คอมปาวน์ให้เป็นมุมที่แม่นยำ มุมนั้นสอดคล้องโดยตรงกับระดับเทเปอร์ที่ต้องการ
ความชำนาญในการกลึงเทเปอร์ต้องใช้ความชำนาญในการชดเชยส่วนท้าย เมื่อขยับส่วนท้ายไปทางซ้ายหรือขวาเล็กน้อย การปรับเรียวเล็กลงจึงเป็นไปได้
จัดลำดับความสำคัญของการเลือกเครื่องมือแบบฟอร์ม เครื่องมือที่มีรูปทรงเหมาะสมช่วยให้มั่นใจได้ถึงการตัดที่สะอาดและแม่นยำ โปรดจำไว้ว่าเครื่องมือแบบฟอร์มเสื่อมสภาพ ตรวจสอบความคมชัดอยู่เสมอ
ยอมรับข้อดีของสิ่งที่แนบมาแบบเทเปอร์ เมื่อเชื่อมต่อเข้ากับแท่นกลึง คุณจะมีทางเดินตรงสำหรับการผลิตเทเปอร์ที่ยาวและสม่ำเสมอ
มุมมีความสำคัญอย่างมาก ใช้เครื่องมือที่แม่นยำ เช่น ไม้โปรแทรกเตอร์หรือเครื่องหามุมแบบดิจิทัล เพื่อกำหนดมุมเทเปอร์ที่แน่นอน การคำนวณที่ไม่ถูกต้องนำไปสู่ผลลัพธ์ที่ไม่พึงประสงค์
ก่อนทำการสรุป ให้ทำการทดสอบการตัดทุกครั้ง โดยการวิเคราะห์การทดสอบการตัดเหล่านี้ คุณจะรวบรวมข้อมูลที่สำคัญได้ เสียงตอบรับจากการเจียระไนเหล่านี้ทำให้สามารถปรับเปลี่ยนได้ตามที่จำเป็น เพื่อให้มั่นใจได้ถึงความสมบูรณ์แบบ
การกลึงเทเปอร์เป็นศิลปะแห่งรายละเอียด ดังนั้น แม้หลังจากการทดสอบการตัดแล้ว ก็ยังต้องทำการปรับเปลี่ยนอย่างละเอียด การปรับแต่งเพียงเล็กน้อยสามารถนำไปสู่ความแม่นยำที่ไม่มีใครเทียบได้
หลังกระบวนการกลึง ให้วัดเสมอ ใช้เครื่องมือที่มีความแม่นยำ เช่น ไมโครมิเตอร์หรือเวอร์เนียร์คาลิเปอร์ เพื่อยืนยันความแม่นยำของเทเปอร์ การตรวจสอบความแม่นยำจะตรวจสอบความสำเร็จของการดำเนินการทั้งหมด
เมื่อเสร็จแล้วให้ตรวจสอบพื้นผิวที่เสร็จแล้ว ความเรียบเนียน แวววาว และไม่มีรอยเครื่องมือแสดงถึงความสำเร็จ พื้นผิวที่ไร้ที่ติสะท้อนถึงความเชี่ยวชาญในการกลึงบนเครื่องกลึง
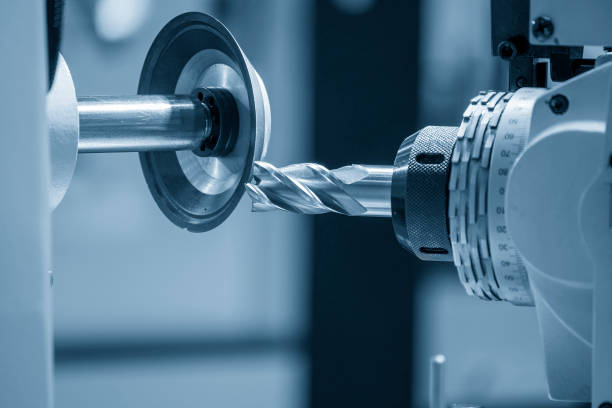
ก่อนที่จะเริ่มทำการกลึงใดๆ บนเครื่องกลึง การวางชิ้นงานให้อยู่ตรงกลางยังคงเป็นสิ่งสำคัญ การวางศูนย์กลางที่แม่นยำช่วยให้มั่นใจในความแม่นยำระหว่างการเจาะ ผู้เชี่ยวชาญทุกคนเข้าใจดีว่าการวางแนวที่ไม่ตรง แม้แต่เพียงไม่กี่มิลลิเมตร ก็ส่งผลต่อคุณภาพของผลิตภัณฑ์ขั้นสุดท้าย
คุณไม่เพียงแค่เลือกเจาะใด ๆ ทางเลือกขึ้นอยู่กับวัสดุและขนาดรูที่ต้องการ ดอกสว่านเหล็กความเร็วสูง (HSS) ยังคงเหมาะสำหรับโลหะส่วนใหญ่ ในขณะที่ดอกสว่านปลายคาร์ไบด์จะเหมาะกับวัสดุแข็ง
การทำความเข้าใจ RPM ที่ถูกต้อง (รอบต่อนาที) ยังคงเป็นสิ่งสำคัญยิ่ง วัสดุที่แตกต่างกันต้องใช้ความเร็วที่แตกต่างกัน ตัวอย่างเช่น อะลูมิเนียมต้องการ RPM สูงกว่าเหล็กกล้า การตั้งค่าความเร็วที่ถูกต้องจะช่วยลดการสึกหรอของสว่านและป้องกันความร้อนสูงเกินไป
เมื่อเลือกการเจาะแล้ว การจัดตำแหน่งจะตามมา ส่วนท้ายควรอยู่ในแนวเดียวกับศูนย์กลางของชิ้นงานอย่างแม่นยำ การจัดตำแหน่งที่เหมาะสมช่วยรับประกันว่ารูจะตรงและได้ความลึกตามที่ต้องการ
การเจาะอย่างต่อเนื่องอาจทำให้เกิดปัญหาได้ อาจเกิดการสะสมความร้อนและการสะสมเศษ ดังนั้นจึงใช้เทคนิคการเจาะแบบจิก การเจาะลึกสั้นๆ ดึงกลับ แล้วเจาะอีกครั้ง จะช่วยให้คายเศษได้ดีขึ้นและลดความร้อน
สำหรับการกลึงบนเครื่องกลึง การควบคุมความลึกของการเจาะถือเป็นสิ่งสำคัญ การใช้ตัวตั้งระยะลึกหรือการทำเครื่องหมายความลึกที่ต้องการบนสว่านช่วยให้มั่นใจได้ว่ารูจะสม่ำเสมอและแม่นยำ
ในระหว่างการเจาะจะเกิดเศษโลหะขึ้นมา เศษที่สะสมอาจขัดขวางกระบวนการเจาะได้ การล้างข้อมูลเหล่านี้เป็นประจำช่วยให้การทำงานราบรื่น การใช้แปรงหรือลมอัดพิสูจน์ได้ว่ามีประสิทธิภาพ
การเข้าถึงความลึกสุดท้ายที่ถูกต้องหมายถึงงานที่ทำได้ดี ตรวจสอบอีกครั้งโดยใช้คาลิปเปอร์หรือเกจวัดความลึก การตรวจสอบให้แน่ใจว่ารูที่เจาะนั้นมีคุณสมบัติตรงตามข้อกำหนดที่แม่นยำจะแสดงให้เห็นถึงความเป็นมืออาชีพ
ในงานโลหะที่มีความเที่ยงตรง การกลึงเยื้องศูนย์เป็นสิ่งสำคัญยิ่ง ด้วยการชดเชยแกนหมุนของชิ้นงาน ทำให้เกิดโปรไฟล์ที่แตกต่างกัน จุดอ้างอิงสองจุดที่เรียกว่าศูนย์กลาง เป็นตัวกำหนดออฟเซ็ต
เครื่องกลึงมักดำเนินการคว้าน น่าเบื่อทำให้แน่ใจการสร้างเส้นผ่านศูนย์กลางภายในที่แม่นยำและแม่นยำ เครื่องมือหรือด้ามกลึงคว้านมีการใช้งานที่หลากหลายที่นี่ การวัดความลึกและเส้นผ่านศูนย์กลางที่แม่นยำช่วยเพิ่มประสิทธิภาพเครื่องจักร
เกลียวมีความสำคัญต่อส่วนประกอบหลายอย่าง เครื่องกลึงช่วยให้สามารถสร้างเกลียวทั้งภายในและภายนอกได้ เครื่องมือที่มีโปรไฟล์เฉพาะเจาะจงเป็นเกลียวเข้าไปในชิ้นงาน ระยะพิทช์และความลึกของเกลียว พารามิเตอร์ที่สำคัญ ต้องการความเอาใจใส่อย่างพิถีพิถัน
Gears ขับเคลื่อนเครื่องจักรจำนวนมาก สำหรับเครื่องกลึง มีดคัตเตอร์แบบพิเศษจะสร้างเฟืองที่มีข้อกำหนดเฉพาะที่เข้มงวด ความสูงและความลึกของฟันแต่ละซี่ต้องใช้ความแม่นยำ
การกลึงตัดหรือการตัดส่วนประกอบออกจากชิ้นที่ใหญ่กว่าถือเป็นเรื่องปกติ เครื่องมือกลึงตัดที่บางและคมทำหน้าที่นี้ ความเร็วและอัตราป้อนที่เพียงพอช่วยให้มั่นใจได้ถึงการตัดที่สะอาด ช้าเกินไป อาจทำให้ชิ้นงานเสียหายได้
สร้างรูปทรงทรงกลม? การพลิกบอลคือคำตอบ เครื่องกลึงจะเปลี่ยนชิ้นงานทรงกระบอกโดยใช้อุปกรณ์ประกอบการกลึงลูกที่กำหนด ความแม่นยำในการวัดรัศมีเป็นกุญแจสำคัญในการทำให้ทรงกลมสมบูรณ์แบบ
เพลาขับมักมีร่องฟัน เครื่องกลึงช่วยในการตัดร่อง เครื่องมือเฉพาะด้านแกะสลักร่อง เพื่อให้แน่ใจว่าชิ้นส่วนผสมพันธุ์แน่นพอดี ความลึกและความกว้างของแต่ละร่องมีความสำคัญอย่างมาก
งานกลึงซึ่งมีความหลากหลายและซับซ้อนต้องการความเชี่ยวชาญ คุณได้ไขความซับซ้อนของการกลึงบนเครื่องกลึงแล้ว ตั้งแต่การกลึงปาดแบบธรรมดาไปจนถึงการตัดเฟืองที่ซับซ้อน เห็นได้ชัดถึงความชำนาญ เพื่อความเป็นเลิศด้านเครื่องจักรกลึงที่วางใจได้ ซีเอ็นหยางเซน.











