
ในคำแนะนำที่จริงจังนี้ ผู้คนจะค้นพบโลกที่น่าทึ่งของ Boring and Facing Head (NCFP) ชิ้นส่วนเครื่องจักรอันทรงพลังนี้ขึ้นรูปโลหะ บล็อกจะพูดถึงการเติบโตของเครื่องมือนี้เมื่อเวลาผ่านไป ผู้อ่านยังจะได้เรียนรู้วิธีการทำงานของเครื่องมือ ประเภท และวิธีที่ดีที่สุดในการใช้งาน ทุกคนจะได้เรียนรู้ขั้นตอนที่ถูกต้องในการสร้างชิ้นงานโลหะที่ยอดเยี่ยม บล็อกนี้เต็มไปด้วยความลับของผู้เชี่ยวชาญ
เมื่อหลายศตวรรษก่อน การเปิดตัวของพวกเขาน่าเบื่อและเผชิญหน้ากัน เครื่องมือเหล่านี้เรียบง่ายแต่มีประสิทธิภาพ พวกเขาแกะสลักโพรงไม้หรือโลหะอย่างแม่นยำ
ด้วยเส้นผ่านศูนย์กลางตั้งแต่ 0.05 ถึง 3 เมตร ช่างฝีมือพบว่ามีประโยชน์มาก ช่วยเพิ่มความแม่นยำ ประหยัดเวลา และทำให้การทำงานราบรื่น
ตลอดหลายปีที่ผ่านมา เรื่องที่น่าเบื่อและหันหน้าเข้าหากันก็พัฒนาขึ้น ด้วยการปฏิวัติอุตสาหกรรมในทศวรรษที่ 1800 เทคโนโลยีได้นำเสนอเวอร์ชันใหม่ๆ ภายในปี 2566 มีหัวคว้านให้เลือกมากกว่า 20 ประเภท
คนสมัยใหม่มีการอ่านข้อมูลดิจิทัล นอกจากนี้ยังมีการปรับเส้นผ่านศูนย์กลางโดยอัตโนมัติ รองรับได้ถึง 10 มม. ความก้าวหน้าดังกล่าวได้เปลี่ยนแปลงอุตสาหกรรมต่างๆ การแนะนำของ เครื่องเจาะแนวนอนโดยเฉพาะอย่างยิ่ง ปฏิวัติวิธีจัดการชิ้นงานขนาดใหญ่ ให้ความแม่นยำและประสิทธิภาพในระดับใหม่
การดำเนินการตัด: ทำความเข้าใจว่า Boring and Facing Head (NCFP) เริ่มต้นด้วยการตัด เมื่อเครื่องมือโต้ตอบกับวัสดุ การลบจะเกิดขึ้น ความแม่นยำของการตัดอยู่ที่หนึ่งในร้อยของมิลลิเมตร
ฟีดเครื่องมือ: การป้อนเครื่องมือจะเลื่อนขึ้น ควบคุมความลึกของการตัด โดยเฉลี่ยแล้ว การป้อนอาจคืบหน้าระหว่าง 0.02 มม. ถึง 2 มม. ต่อการหมุน
การหมุนแกนหมุน: สำหรับการหมุนของสปินเดิล จะหมุนด้วยความเร็วตั้งแต่ 20 ถึง 3000 รอบต่อนาที ยิ่งหมุนเร็วเท่าไร
การปรับเส้นผ่านศูนย์กลาง: ผู้ใช้ปรับเส้นผ่านศูนย์กลางเพื่อกำหนดขนาดของรูที่ต้องการเจาะ การสอบเทียบอยู่ในช่วง 2.5 ถึง 610 มม. ให้ความยืดหยุ่น
การเคลื่อนไหวสไลด์: สไลด์เคลื่อนที่ในแนวรัศมี การเคลื่อนไหวส่งผลต่อความลึกของการตัด ทำให้มั่นใจได้ว่าจะได้ผิวสำเร็จที่แม่นยำ ระบบนี้มีประสิทธิภาพเป็นพิเศษเมื่อนำไปใช้ใน ศูนย์เครื่องจักรกลแนวนอน.
การชดเชยฟันเฟือง: Backlash การเล่นที่ไม่ต้องการเรียกค่าชดเชย ระบบภายใน NCFP จะลบล้างผลกระทบเหล่านี้ ช่วยให้การทำงานราบรื่นขึ้น
กลไกการทรงตัว: NCFP ที่ดีมีกลไกการปรับสมดุล การกระจายน้ำหนักทำให้การทำงานราบรื่นขึ้นและยืดอายุการใช้งานเครื่องมือ
ระบบกันสะเทือน: มีระบบลดการสั่นสะเทือนเพื่อลดการสั่นสะเทือน การเพิ่มนี้ช่วยลดการสึกหรอของเครื่องมือ ทำให้มีอายุการใช้งานที่ยาวนานขึ้น
ผู้ถือเครื่องมือ: ที่จับเครื่องมือยึดเครื่องมือตัด ตัวจับยึดเครื่องมือคุณภาพสามารถทนต่อแรงได้ถึง 10,000 นิวตัน จึงมั่นใจได้ถึงความมั่นคง
สไลด์: สไลด์เป็นสิ่งสำคัญ ให้การเคลื่อนที่เชิงเส้น ซึ่งส่งผลต่อความลึกและคุณภาพของการตัด
สกรูปรับ: สกรูปรับให้ความแม่นยำ ส่วนประกอบเหล่านี้ช่วยให้สามารถปรับแต่งการวัดได้ละเอียดถึงมิลลิเมตรที่ใกล้ที่สุด
ไดรฟ์เกียร์: เฟืองขับทำให้สามารถเคลื่อนที่ได้ ด้วยอัตราทดเกียร์เฉลี่ย 2:1 ส่วนประกอบเหล่านี้ช่วยให้เครื่องทำงานได้อย่างราบรื่น
แกนหมุน: แกนหมุนยึดตัวจับยึดเครื่องมือ แกนหมุนที่แข็งแรงสามารถหมุนด้วยความเร็วสูงถึง 3000 RPM โดยไม่ทำให้เครื่องมือเสียหาย
กลไกฟีด: กลไกฟีดควบคุมการเคลื่อนที่ไปข้างหน้าของเครื่องมือ อัตราระหว่าง 0.02 มม. ถึง 2 มม. ต่อการหมุนเป็นเรื่องปกติ
น็อตล็อค: น็อตล็อคช่วยให้มั่นใจได้ถึงความมั่นคง โดยจะยึดตัวจับยึดเครื่องมือให้อยู่กับที่ ทนต่อแรงได้ถึง 20,000 นิวตัน
ถ่วงน้ำหนัก: ถ่วงส่งเสริมความสมดุล ระบบสอบเทียบอย่างดีสามารถรับน้ำหนักได้มากถึง 50 กิโลกรัม ทำให้มั่นใจได้ถึงการทำงานที่มั่นคง
ประสิทธิภาพของดิสก์โรตารีแบบแบนซีรีส์ NCFP
NCFP ซีรี่ส์โต๊ะหมุนแบบแบนหรือที่เรียกว่าเครื่องมือคว้านเส้นผ่านศูนย์กลางแปรผัน เป็นระบบเครื่องมือแกน U แบบขยายที่ติดตั้งบน เครื่องคว้านและกัดซีเอ็นซี, เครื่องคว้านแบบตั้งพื้น และเครื่องแมชชีนนิ่งเซ็นเตอร์แนวนอนพร้อมแกนยืดไสลด์ การเคลื่อนไหวเพื่อให้เกิดการกลึงแกน U ที่ยืดออกภายในช่วงระยะการชักในแนวรัศมี ซึ่งชดเชยข้อจำกัดที่เครื่องคว้าน CNC ไม่สามารถกลึงจนเสร็จสมบูรณ์ได้ ด้วยจานโรตารี่แบบแบนนี้ ทำให้ได้รับรู้ถึงฟังก์ชันการกลึงและการกัดของเครื่องคว้าน ซึ่งช่วยเพิ่มขีดความสามารถในการประมวลผลของเครื่องคว้าน CNC การกลึงเกลียวภายในและภายนอก การกลึงวงกลมภายในและภายนอก การเซาะร่อง ร่อง การเซาะร่อง การกลึงขึ้นรูป การเซาะร่อง และการแปรรูปพื้นผิว
ชุดของจานโรตารีแบน หรือที่เรียกว่าหัวกัดที่มีเส้นผ่านศูนย์กลางแปรผันได้ เป็นส่วนเสริมของเครื่องคว้านและกัด CNC เครื่องคว้านพื้น และเครื่องคว้านแนวนอนแบบแกนยืดไสลด์ที่ติดตั้งบนเครื่องคว้านและกัด CNC เครื่องคว้านแบบตั้งพื้น และเครื่องแมชชีนนิ่งเซ็นเตอร์แนวนอนแบบแกนยืดไสลด์ ระบบเครื่องมือแกนผ่านการเคลื่อนที่แบบยืดไสลด์ของแกนหมุนคว้าน CNC (แกน W) ของเครื่องมือกล กระบวนการกลึงแกน U ที่ขยายออกไปภายในช่วงระยะการชักในแนวรัศมีจะเกิดขึ้นจริง ซึ่งชดเชยข้อจำกัดที่เครื่องคว้าน CNC ไม่สามารถกลึงจนเสร็จสมบูรณ์ได้ ฟังก์ชันผสมการกลึงและการกัดของเครื่องคว้านช่วยเพิ่มความสามารถในการประมวลผลของเครื่องคว้าน CNC ด้วยเครื่องมือที่เกี่ยวข้อง จึงสามารถทำการคว้านรูด้านในและด้านนอกที่มีเส้นผ่านศูนย์กลางแปรผัน การตัดเฉือนเกลียวภายในและภายนอก การกลึงวงกลมด้านในและด้านนอก การเซาะร่อง ร่อง การเซาะร่อง และการขึ้นรูป ฟังก์ชั่นการตัดและการประมวลผลพื้นผิว
จานโรตารี่แบบแบนซีรีส์ NCFP แบ่งออกเป็นสองประเภท: ประเภทช่องจ่ายน้ำตรงกลางและไม่มีประเภทช่องจ่ายน้ำตรงกลาง ประเภทท่อน้ำออกตรงกลางของจานโรตารี่แบนสามารถทำงานร่วมกับระบบน้ำออกแรงดันสูงที่มีอยู่ในแกนหมุนของอุปกรณ์เครื่องมือกล และยังสามารถใช้ร่วมกับอุปกรณ์ระบายความร้อนภายนอกของอุปกรณ์เครื่องมือกลได้อย่างมีประสิทธิภาพ สามารถลดอุณหภูมิในพื้นที่ที่เกิดจากอุณหภูมิสูงในระหว่างการกลึงได้อย่างมีประสิทธิภาพและยืดอายุการใช้งานของเครื่องมือ ปรับปรุงผิวสำเร็จของชิ้นส่วนและปรับปรุงคุณภาพของชิ้นส่วน เพิ่มความเร็วในการตัดและเพิ่มผลผลิตในการผลิต
จานโรตารี่แบบแบนซีรีส์ Ncp แบ่งออกเป็น 2 ประเภท: ประเภทช่องจ่ายน้ำตรงกลางและไม่มีประเภทช่องจ่ายน้ำตรงกลาง ประเภททางออกน้ำตรงกลางของจานโรตารี่แบบแบนสามารถทำงานร่วมกับระบบทางออกน้ำแรงดันสูงที่มีอยู่ในแกนหมุนของอุปกรณ์เครื่องมือกล และยังสามารถใช้ร่วมกับอุปกรณ์ระบายความร้อนภายนอกของอุปกรณ์เครื่องมือกลได้อย่างมีประสิทธิภาพ สามารถลดอุณหภูมิในพื้นที่ที่เกิดจากอุณหภูมิสูงระหว่างกระบวนการกลึงได้อย่างมีประสิทธิภาพ ยืดอายุการใช้งานของเครื่องมือ ปรับปรุงผิวสำเร็จของชิ้นส่วน ปรับปรุงคุณภาพของชิ้นส่วน เพิ่มความเร็วตัด และเพิ่มผลผลิตในการผลิต
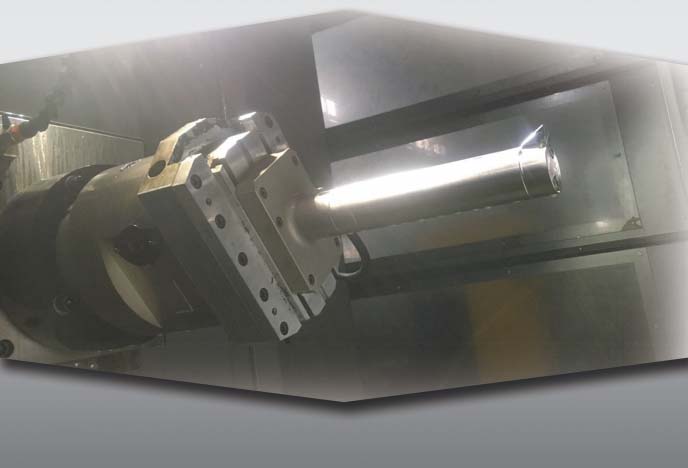
การติดตั้งดิสก์โรตารีแบบแบนซีรีส์ NCFP
แกนหมุนของเครื่องมือกลถูกยืดออกและที่จับเครื่องมือของหัวของจานหมุนแบบเรียบจะประสานกับรูเทเปอร์ของแกนหมุนและที่จับเครื่องมือถูกยึดไว้ ล็อคอยู่บนเครื่อง
หัวกัดโรตารีแบบเรียบซีรีส์ NCFP นั้นทรงพลัง และสามารถติดตั้งได้ด้วยตัวจับยึดเครื่องมือต่างๆ บนแท่นสไลด์ เช่น Capto ด้ามสี่เหลี่ยม และด้ามทรงกระบอก

| แบบอย่าง | เที่ยวเดียว(มิลลิเมตร) | เส้นผ่านศูนย์กลางคว้านสูงสุด(มม.) | dia น่าเบื่อขั้นต่ำ (มม.) | น้ำยาหล่อเย็นภายใน | ความอดทนที่น่าเบื่อ | ความเร็วสูงสุด รอบต่อนาที | อัตราทดเกียร์ | เส้นผ่านศูนย์กลางแกนคว้าน(มิลลิเมตร) | ความหยาบในการประมวลผล | น้ำหนัก (กิโลกรัม) |
| เอ็นซีเอฟพี-50 | 50 | 800 | 50 | ไม่จำเป็น | H7 | 500 | 2:1 | ≥110 | ภายใน 1.6 | 120 |
| เอ็นซีเอฟพี-85 | 85 | 1,000 | 50 | ไม่จำเป็น | H7 | 400 | 1:1 | ≥110 | ภายใน 1.6 | 130 |
| เอ็นซีเอฟพี-120 | 120 | 1400 | 80 | ไม่จำเป็น | H7 | 400 | 1:1 | ≥110 | ภายใน 1.6 | 150 |
คู่มือ: หัวคว้านแบบแมนนวลและหันเข้าหาตัวเป็นที่ชื่นชอบในหมู่ช่างเครื่องแบบดั้งเดิม ช่วยให้คุณควบคุมการตัดได้ ด้วยการปรับที่แม่นยำ ขนาดรูที่สมบูรณ์แบบจะกลายเป็นเรื่องง่ายดาย
อัตโนมัติ: หัวอัตโนมัติที่มีประสิทธิภาพและประสิทธิภาพสูงจะทำงานโดยปราศจากคำแนะนำจากคุณตลอดเวลา สำหรับงานปริมาณมาก ถือว่ามีความสำคัญอย่างยิ่ง
หยาบ: สำหรับการขจัดวัสดุจำนวนมาก ให้ใช้หัวกัดหยาบ พวกเขาเร่งกระบวนการตัดเฉือน
จบ: ความแม่นยำคือคำมั่นสัญญาของการจบสกอร์ หลังจากการกัดหยาบ หัวเก็บผิวละเอียดจะปรับขนาดรูให้พอดี
แบบแยกส่วน: ความยืดหยุ่นกำหนดหัวโมดูลาร์ เปลี่ยนส่วนประกอบให้เหมาะกับความต้องการการตัดเฉือนต่างๆ
ปรับ: ขนาดเดียวไม่เหมาะกับการตัดเฉือนทั้งหมด หัวปรับได้ช่วยให้คุณเปลี่ยนเส้นผ่านศูนย์กลางการตัดได้
การอ่านข้อมูลดิจิตอล: ในยุคดิจิทัล การตัดเฉือนก็ปรับตัวเช่นกัน หัวอ่านข้อมูลดิจิตอลให้ข้อมูลการวัดตามเวลาจริง
รองรับ CNC: สำหรับเครื่องจักรสมัยใหม่ เช่น CNC จำเป็นต้องใช้หัวเฉพาะ หัวที่เข้ากันได้กับ CNC ให้ความแม่นยำและความเร็วสูง
บล็อกเครื่องยนต์: การสร้างบล็อกเครื่องยนต์ต้องการการคว้านที่แม่นยำ หัวหันหน้าให้ความแม่นยำตามที่ใจรถของคุณต้องการ
Manifolds: เพื่อการไหลเวียนของอากาศที่มีประสิทธิภาพในเครื่องยนต์ ท่อร่วมต้องการการคว้านที่สมบูรณ์แบบ หัวที่น่าเบื่อและหันเข้าหากันทำให้เป็นไปได้
ครีบ: การเชื่อมต่อท่อหรือวาล์วมักเกี่ยวข้องกับหน้าแปลน ได้ขนาดที่พอดีด้วยการคว้านที่แม่นยำของเครื่องมือเหล่านี้
กระปุกเกียร์: ทุกเกียร์ในกล่องเกียร์ต้องพอดี หัวที่คว้านและหันเข้าหากันช่วยให้สวมใส่ได้พอดี เดอะ ศูนย์เครื่องจักรกลซีเอ็นซีแนวตั้ง มีบทบาทสำคัญในแอปพลิเคชันเหล่านี้
ส่วนประกอบไฮดรอลิก: เพื่อให้ระบบไฮดรอลิกทำงานได้ ส่วนประกอบต่างๆ จำเป็นต้องคว้านอย่างแม่นยำ หัวหน้าเหล่านี้ทำให้งานเป็นไปได้
การทำแม่พิมพ์: แม่พิมพ์ต้องเป็นสำเนาที่แน่นอน ทำสิ่งนี้ได้ด้วยหัวคว้านและหัวคว้านที่แม่นยำ
ส่วนประกอบการบินและอวกาศ: อุตสาหกรรมการบินและอวกาศต้องการความแม่นยำสูง สำหรับส่วนประกอบ เครื่องมือเหล่านี้มีความแม่นยำที่เหนือชั้น
ข้อต่อ: การต่อเพลาต้องอาศัยข้อต่อ รูที่แม่นยำช่วยให้สวมใส่ได้พอดี ใช้หัวที่น่าเบื่อและหันเข้าหางานนั้น

ความเร็วตัด: ความแม่นยำมีความสำคัญในงานโลหะ ความเร็วในการตัดซึ่งโดยทั่วไปวัดเป็นฟุตต่อนาที (FPM) ส่งผลต่อผลลัพธ์อย่างมาก เพื่อให้การทำงานเป็นไปอย่างราบรื่น ให้ควบคุมความเร็วตัดในการคว้านและหันหัว (ncfp)
อัตราการป้อน: เมื่อตั้งค่าเครื่องจักรสำหรับการคว้านหรือกลึงหน้า โปรดจำไว้ว่าอัตราป้อนงานก็มีความสำคัญ อัตราที่ช้าซึ่งแสดงเป็นนิ้วต่อนาที (IPM) ช่วยรักษาอายุการใช้งานของเครื่องมือ
รูปทรงเรขาคณิตของเครื่องมือ: ที่นี่ มุมของเครื่องมือตัดมีบทบาทสำคัญ มุมที่ไม่ถูกต้องอาจทำให้เครื่องมือสึกหรออย่างรวดเร็ว
ความลึกของการตัด: พารามิเตอร์ที่ต้องพิจารณาเนื่องจากเป็นตัวกำหนดคุณภาพของผลิตภัณฑ์ขั้นสุดท้าย
ประเภทวัสดุ: วัสดุที่แตกต่างกันต้องใช้กลยุทธ์ที่แตกต่างกัน การตั้งค่าเครื่องจักรที่เหมาะสมขึ้นอยู่กับว่าคุณกำลังทำงานกับเหล็ก อะลูมิเนียม หรืออย่างอื่น
การไหลของน้ำหล่อเย็น: การไหลของน้ำหล่อเย็นที่เพียงพอช่วยป้องกันความร้อนสะสม ปกป้องเครื่องมือของคุณและได้ผิวสำเร็จที่ละเอียดยิ่งขึ้น
รอบแกนหมุน: สูง RPM แกนหมุน อาจทำให้ทำงานเร็วขึ้น แต่อาจเป็นอันตรายต่อเครื่องมือของคุณ ปรับสมดุลความเร็วและอายุการใช้งานของเครื่องมือเพื่อให้ได้ผลลัพธ์ที่ดีที่สุด
ระยะยื่นของเครื่องมือ: ระยะยื่นที่ยาวขึ้นอาจทำให้เกิดการสั่นสะเทือน ส่งผลให้การทำงานไม่แม่นยำ พยายามให้มีระยะยื่นน้อยที่สุด
การเจาะคว้าน: เทคนิคนี้โดดเด่นด้วยการเคลื่อนที่ตรงของเครื่องมือเข้าไปในชิ้นงาน ทำให้มีประสิทธิภาพที่ดีเยี่ยม
ขั้นตอนที่น่าเบื่อ: ตามชื่อที่แนะนำ มันเกี่ยวข้องกับความน่าเบื่อในขั้นตอนหรือขั้นตอน เทคนิคนี้เหมาะสำหรับการสร้างเส้นผ่านศูนย์กลางต่างๆ ภายในรูเดียวกัน
รูปร่าง: การใช้วิธีนี้ทำให้ได้รูปทรงเฉพาะภายในรู ซึ่งเป็นประโยชน์เมื่อรูตรงไม่เหมาะ
กลับน่าเบื่อ: วิธีการที่มีค่าเมื่อการเข้าถึงด้านตรงข้ามของชิ้นงานถูกจำกัด เทคนิคเหล่านี้มีความสำคัญอย่างยิ่งโดยเฉพาะใน วิศวกรรมการบินและอวกาศ ภาคที่ความแม่นยำเป็นสิ่งสำคัญยิ่ง
การคว้านไมโคร: เพื่อให้ได้รูที่มีเส้นผ่านศูนย์กลางขนาดเล็กที่แม่นยำ เทคนิคนี้ยอดเยี่ยม
เทเปอร์น่าเบื่อ: ใช้วิธีนี้เพื่อสร้างรูเรียว เส้นผ่านศูนย์กลางของรูเปลี่ยนไปตามความยาว
เผชิญ: เมื่อคุณต้องการปรับปลายชิ้นงานให้เรียบ การหันเข้าหากันจะกลายเป็นเทคนิคที่คุณต้องทำ
การลบมุม: ใช้เทคนิคนี้เพื่อลบขอบคม ขั้นตอนสำคัญในการเตรียมชิ้นงานสำหรับการดำเนินงานต่อไป
เม็ดมีดคาร์ไบด์: เม็ดมีดคาร์ไบด์ให้คมตัดสำหรับหัวคว้านและหัวคว้าน (ncfp) ด้วยความแข็งและทนความร้อนสูง 80% ของเม็ดมีดเหล่านี้ประกอบด้วยทังสเตนคาร์ไบด์
เหล็กไฮสปีด: เหล็กกล้าความเร็วสูง (HSS) เป็นวัสดุเครื่องมืออีกชนิดหนึ่ง ด้วยความเหนียว HSS จึงทนต่อแรงที่สูงกว่าเมื่อเทียบกับคาร์ไบด์
บาร์น่าเบื่อ: ด้ามคว้านซึ่งจำเป็นสำหรับเส้นผ่านศูนย์กลางภายในมีความยาวตั้งแต่ 6 ถึง 40 นิ้ว ความแข็งแกร่งทำให้มั่นใจได้ถึงความแม่นยำ
ตัวจับยึดเครื่องมือ: ตัวจับยึดเครื่องมือรองรับด้ามคว้าน การหนีบอย่างปลอดภัยช่วยเพิ่มความมั่นคง ลดข้อผิดพลาดให้เหลือเพียงหนึ่งในพันของนิ้ว
ระบบน้ำหล่อเย็น: ระบบน้ำหล่อเย็นป้องกันความร้อนสูงเกินไป เจ็ตเป้าหมายรักษาอุณหภูมิให้ต่ำกว่า 200°F ซึ่งเหมาะสมที่สุดสำหรับการตัดเฉือน
เครื่องมือตั้งค่าล่วงหน้า: ตัวตั้งค่าเครื่องมือวัดรูปทรงเรขาคณิตของเครื่องมือ การวัดที่แม่นยำภายใน 0.0001 นิ้ว ช่วยให้มั่นใจในความแม่นยำของการตัดเฉือน
น้ำมันตัดกลึง: น้ำมันตัดช่วยลดแรงเสียดทาน การผสมผสานของน้ำมันและสารเติมแต่งช่วยยืดอายุการใช้งานเครื่องมือได้ถึง 50%
แถบป้องกันการสั่นสะเทือน: แถบกันสั่นสะเทือนช่วยต่อต้านเสียงพูดคุย การสั่นสะเทือนแบบลดการสั่นสะเทือนแปลเป็นผลลัพธ์ที่ราบรื่นยิ่งขึ้น ลดลงถึง 8 ไมโครนิ้ว
การตรวจสอบมิติ: การตรวจสอบขนาดทำให้ได้ขนาดที่แน่นอน คาลิปเปอร์และไมโครมิเตอร์วัดได้แม่นยำถึง 0.0001 นิ้ว โดยรักษาขนาดที่สำคัญไว้
เสร็จสิ้นพื้นผิว: พื้นผิวเสร็จสิ้นกำหนดพื้นผิว ช่วงผิวสำเร็จตั้งแต่ 1 ถึง 3.2 ไมโครเมตรเป็นเรื่องปกติสำหรับชิ้นส่วนที่ตัดเฉือน
การวิเคราะห์ความคลาดเคลื่อน: การวิเคราะห์ความคลาดเคลื่อนจะประเมินความผันแปรของขนาด เล็งไปที่ช่วงแคบ เช่น ±0.0002 นิ้ว เพิ่มความสม่ำเสมอของผลิตภัณฑ์
การตรวจสอบการสึกหรอของเครื่องมือ: การตรวจสอบการสึกหรอของเครื่องมือจะตรวจจับการเสื่อมสภาพของเครื่องมือ การตรวจสอบอย่างสม่ำเสมอจะช่วยยืดอายุการใช้งานของเครื่องมือ และการเปลี่ยนทดแทนอย่างทันท่วงทีจะช่วยป้องกันความไม่ถูกต้อง
การควบคุมอุณหภูมิ: ควบคุมอุณหภูมิให้คงความร้อนสม่ำเสมอ เซ็นเซอร์รักษาอุณหภูมิให้ต่ำกว่า 180°F ปกป้องความเสถียรของมิติ
การตรวจสอบชิ้นส่วน: การตรวจสอบชิ้นส่วนใช้โพรบและเลเซอร์ การวัดที่แน่นอนภายใน 0.0005 นิ้ว เป็นไปตามมาตรฐานวิศวกรรมอย่างปลอดภัย
การสอบเทียบ: การสอบเทียบรับประกันว่าเครื่องมือวัดจะแม่นยำ การสอบเทียบประจำปีช่วยลดความเบี่ยงเบนให้เหลือเพียง 0.00005 นิ้ว
เอกสาร: เอกสารติดตามข้อมูลคุณภาพ บันทึกที่เข้มงวดช่วยเสริมความสอดคล้องกับ ISO 9001 ตอกย้ำความสมบูรณ์ของกระบวนการและความรับผิดชอบ
ปัญหาการสั่นสะเทือน: การสั่นสะเทือนที่รุนแรงอย่างกะทันหันอาจหมายถึงความไม่สมดุลของหัวคว้านและหัวที่หันเข้าหากัน (ncfp) เครื่องมือที่สมดุลให้การตัดที่แม่นยำ ความไม่สมดุลอาจนำไปสู่ผลลัพธ์ที่ไม่ดี
การแตกหักของเครื่องมือ: เครื่องมือที่ใช้งานไม่ได้ทำให้เวิร์กโฟลว์ของคุณเสียหาย การตรวจสอบอย่างสม่ำเสมอป้องกันการเสียที่ไม่คาดคิด ใช้วัสดุที่เหมาะสมสำหรับเครื่องมือของคุณ
พื้นผิวไม่ดี: พื้นผิวที่ไม่ดีอาจหมายถึงเครื่องมือที่ทื่อ ลับคมเครื่องมือเป็นประจำเพื่อให้การตัดเรียบ
ความไม่ถูกต้องของมิติ: การวัดที่ผิดพลาดแม้แต่มิลลิเมตรอาจทำให้งานเสียหายได้ การสอบเทียบที่แม่นยำเป็นสิ่งสำคัญ
ความร้อนสูงเกินไป: เครื่องที่ร้อนเสี่ยงพัง ช่วงเวลาการทำความเย็นปกติช่วยควบคุมอุณหภูมิ
การสึกหรอของเครื่องมือมากเกินไป: เครื่องมือที่เสื่อมสภาพให้ผลลัพธ์ที่ไม่ดี การเปลี่ยนเป็นประจำช่วยให้มั่นใจได้ถึงประสิทธิภาพสูงสุด
ฟีดเครื่องหมาย: เครื่องหมายที่ไม่พึงประสงค์ทำให้พื้นผิวเสียหาย การป้อนเครื่องมือที่เหมาะสมจะช่วยหลีกเลี่ยงร่องที่ไม่ต้องการ
ความเสียหายของชิ้นงาน: ชิ้นงานที่เสียหายนำไปสู่การสูญเสียทรัพยากร การใช้เครื่องมืออย่างถูกต้องจะช่วยป้องกันความเสียหายที่ไม่จำเป็น
ซอฟต์แวร์แคม: ซอฟต์แวร์การผลิตโดยใช้คอมพิวเตอร์ช่วยจะแนะนำเครื่องมือของคุณ คำแนะนำที่แม่นยำนำไปสู่ผลลัพธ์ที่เหนือกว่า
การสร้างเส้นทางเครื่องมือ: การกำหนดทางเดินของเครื่องมือช่วยเพิ่มประสิทธิภาพกระบวนการตัดเฉือนได้อย่างแม่นยำ เป็นก้าวสำคัญของความสำเร็จ
การเขียนโปรแกรมซีเอ็นซี: การตั้งโปรแกรมเครื่อง CNC ของคุณอย่างถูกต้องช่วยให้มั่นใจได้ถึงประสิทธิภาพสูงสุด เป็นทักษะที่สำคัญในอุตสาหกรรมนี้
เครื่องมือจำลอง: การจำลองให้ข้อมูลเชิงลึกโดยไม่สิ้นเปลืองวัสดุ ใช้เพื่อคาดการณ์ปัญหาที่อาจเกิดขึ้น
การตรวจจับการชน: การตรวจจับการชนช่วยป้องกันความเสียหายของเครื่องจักรที่มีค่าใช้จ่ายสูง เป็นการป้องกันในสายการผลิตของคุณ
การเขียนโปรแกรมออฟไลน์: การเขียนโปรแกรมออฟไลน์ช่วยให้เวิร์กโฟลว์มีความต่อเนื่อง ป้องกันการหยุดทำงานของเครื่องเนื่องจากการตั้งโปรแกรมแบบ on-the-fly
การจัดการเครื่องมือ: การจัดการเครื่องมือที่เหมาะสมช่วยยืดอายุการใช้งานอุปกรณ์ของคุณ เครื่องมือที่ได้รับการดูแลอย่างดีจะให้ผลลัพธ์ที่ดีกว่า
G-Code: การเรียนรู้ การเขียนโปรแกรม G-Code เพิ่มประสิทธิภาพของเครื่องของคุณ เป็นภาษาของเครื่อง CNC ของคุณ
ความเก่งกาจ: หัวคว้านและหันออก (ncfp) มีความสามารถรอบด้าน คุณสามารถทำงานกับชิ้นส่วนต่างๆ ได้มากมาย ตั้งแต่กระบอกสูบเครื่องยนต์ไปจนถึงกระปุกเกียร์
ความแม่นยำ: ด้วยความแม่นยำที่ไม่มีใครเทียบได้ ncfp จึงโดดเด่นกว่าวิธีการอื่นๆ ระดับความคลาดเคลื่อนโดยทั่วไปอยู่ที่ 0.005 นิ้ว รองรับการวัดที่แม่นยำ
ความเร็ว: เมื่อเทียบกับวิธีการแบบแมนนวล ncfp ช่วยให้ผลิตได้เร็วขึ้น เร่งไลน์การประกอบได้ประมาณ 20%
อายุการใช้งานของเครื่องมือ: แม้ว่าส่วนประกอบ ncfp จะทนทาน แต่ก็ทนทานกว่าเครื่องมือที่แข็ง ซึ่งช่วยลดความถี่ในการเปลี่ยน
ความหลากหลายของวัสดุ: Ncfp สามารถปรับเปลี่ยนได้ สามารถตัดเฉือนวัสดุต่างๆ เช่น เหล็ก อะลูมิเนียม และทองเหลือง
ความสามารถในการปรับขนาด: เมื่อพูดถึงการผลิตจำนวนมาก ncfp โดดเด่น โครงการขนาดใหญ่กลายเป็นเรื่องง่ายและคุ้มค่ามากขึ้น
ตั้งเวลา: การตั้งค่า Ncfp ต้องใช้เวลา ซึ่งอาจทำให้การดำเนินการล่าช้า วิธีอื่นๆ เช่น การกัดอาจช่วยประหยัดเวลาในการติดตั้ง
ความซับซ้อน: Ncfp ทำงานซับซ้อน ผู้ปฏิบัติงานที่เชี่ยวชาญสามารถบรรลุผลลัพธ์ที่เหนือกว่า แต่ความซับซ้อนนี้ทำให้เกิดการเรียนรู้
ความแม่นยำสูง: Ncfp นำเสนอความแม่นยำที่ไม่มีใครเทียบ สร้างการวัดที่แม่นยำซึ่งสนับสนุนคุณภาพของผลิตภัณฑ์
ความยืดหยุ่น: ความยืดหยุ่นโดยธรรมชาติของ ncfp ช่วยให้สามารถทำงานตัดเฉือนที่ซับซ้อนได้อย่างง่ายดาย
ปรับปรุงพื้นผิวเสร็จสิ้น: ด้วยการขจัดข้อผิดพลาดแบบแมนนวล ncfp จึงให้ผิวสำเร็จที่ละเอียดยิ่งขึ้น
ค่าใช้จ่ายที่สูง: แม้จะมีประโยชน์ แต่ ncfp ก็ต้องการการลงทุนจำนวนมาก เทคโนโลยีขั้นสูงทำให้ต้นทุนเริ่มต้นสูงขึ้น
ทักษะของผู้ปฏิบัติงานที่จำเป็น: การรัน ncfp ต้องใช้บุคลากรที่มีทักษะ ซึ่งเป็นการเพิ่มค่าใช้จ่ายในการดำเนินการ
ความต้องการการบำรุงรักษา: การบำรุงรักษาเป็นประจำเป็นสิ่งสำคัญเพื่อให้ ncfp อยู่ในสภาพที่เหมาะสม ซึ่งเป็นการเพิ่มค่าใช้จ่ายโดยรวม
ประเภทวัสดุจำกัด: แม้ว่าจะใช้งานได้หลากหลาย แต่ ncfp ก็มีขีดจำกัด วัสดุที่แข็งกว่าอาจพิสูจน์ได้ว่ามีความท้าทาย
ความซับซ้อนในการตั้งค่า: การตั้งค่า ncfp นั้นซับซ้อน ต้องใช้เวลาและความเชี่ยวชาญ ซึ่งอาจทำให้การดำเนินการล่าช้าได้
ในคู่มือนี้ ผู้เชี่ยวชาญได้เปิดเผยความลับเกี่ยวกับ Boring and Facing Head (NCFP) ผู้อ่านได้เรียนรู้ประวัติศาสตร์และเห็นว่าเครื่องมือมีวิวัฒนาการอย่างไร ผู้คนยังได้เรียนรู้ว่าเครื่องมือนี้ทำงานอย่างไร
มีหลายประเภทและแต่ละประเภทมีงานพิเศษ เครื่องมือนี้ทำให้ชิ้นงานโลหะสมบูรณ์แบบ ในการขึ้นรูปโลหะอย่างมืออาชีพ ให้ทำตามขั้นตอนที่ดีที่สุดเสมอ เพื่อให้ได้ Boring and Facing Head ที่ดี สิ่งที่ควรทำคือ ซีเอ็นยางเซ็น.











