
เครื่อง CNC เป็นสิ่งมหัศจรรย์ของยุคใหม่ และตัวจับยึดเครื่องมือและ BT และ BBT เป็นหมวดหมู่ย่อยของตัวจับยึดเครื่องมือที่ช่วยเติมเต็มฟังก์ชันที่สำคัญสำหรับเครื่องจักร CNC บทความนี้จะแจ้งให้คุณทราบเกี่ยวกับประเภท ฟังก์ชัน ความแตกต่าง การวัด และอื่นๆ อีกมากมายเกี่ยวกับตัวจับยึดเครื่องมือ BT และ BBT
การควบคุมเชิงตัวเลขหมายถึงการควบคุมอัตโนมัติ ไม่ใช่การควบคุมด้วยตนเอง ของเครื่องจักร และประวัติของมันย้อนกลับไปในช่วงปี 1940 เมื่อ John T. Parsons สามารถควบคุมเครื่องจักรโดยใช้บัตรเจาะที่มีระบบพิกัดตำแหน่ง ระบบนี้พัฒนาเป็นการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์พร้อมกับการพัฒนาของคอมพิวเตอร์ ทุกวันนี้ เครื่องมือกลได้รับการตั้งโปรแกรมให้ทำงานด้วยความแม่นยำและความเร็วสูงสุด

เครื่อง CNC ทำจากชิ้นส่วนต่างๆ สองส่วนหลักคือแกนหมุนและเครื่องมือตัด สปินเดิลเป็นแหล่งพลังงาน และหน้าที่หลักคือควบคุมเครื่องมือตัดและปรับความเที่ยงตรง ดังนั้น เครื่องมือตัดจะดำเนินการต่างๆ เช่น การเจาะ การกัด หรือการคว้าน สิ่งนี้กล่าวว่าจำเป็นต้องมีส่วนต่อประสานระหว่างสองส่วนนี้เพื่อป้องกันความเสียหายที่อาจเกิดขึ้นกับพวกเขา ส่วนนี้เรียกว่าตัวจับยึดเครื่องมือ ความรับผิดชอบหลักของตัวจับยึดเครื่องมือคือการจัดเตรียมระยะห่างที่จำเป็นระหว่างแกนหมุนและเครื่องมือตัด มิฉะนั้นชิ้นส่วนเหล่านี้จะเสียหายเนื่องจากการเสียดสีที่เกิดจากการเชื่อมต่อโดยตรง ตัวจับยึดเครื่องมือมีการเชื่อมต่อที่ปลอดภัย และด้วยเหตุนี้จึงมีบทบาทสำคัญในการรับประกันความสมดุล ความแม่นยำของการหมุนหนีศูนย์ และกำลังในการยึดจับของเครื่องจักร CNC
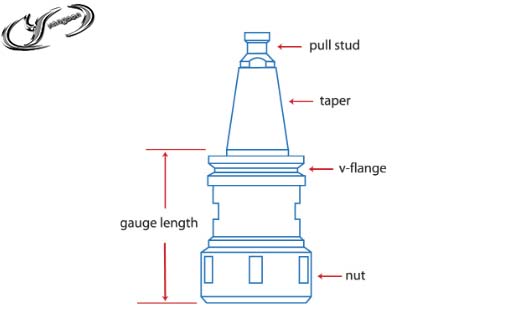
โดยทั่วไปตัวจับยึดเครื่องมือประกอบด้วยสี่ส่วน:
ปุ่มดึง (ปุ่มยึด): ดึงสตั๊ดติดที่จับเครื่องมือเข้ากับแกนหมุนและติดไว้กับที่ หากไม่มีส่วนนี้ ตัวจับยึดเครื่องมือจะลอยออกจากแกนหมุน ในขั้นตอนการทำงานของเครื่องจักร ชุดจับยึดของแกนหมุนจะยกขึ้น ทำให้สามารถดึงที่จับเครื่องมือเข้าไปในแท่นยึดของแกนหมุนได้
เรียว: เทเปอร์คือจุดยึดของตัวจับยึดเครื่องมือกับแกนหมุน มีลักษณะเป็นทรงกรวย พอดีกับซ็อกเก็ตตัวเมียในแกนหมุนและยึดที่จับเครื่องมือเข้ากับแกนหมุน
หน้าแปลน: เมื่อย้ายตัวเปลี่ยนเครื่องมืออัตโนมัติจากตัวจับยึดเครื่องมือ จะเป็นส่วนที่ติดตั้งตัวเปลี่ยนเครื่องมือไว้
กระเป๋า collet: คอลเล็ตเข้าไปในกระเป๋าเก็บเพื่อให้สามารถยึดได้ด้วยน็อตคอลเล็ต
มีตัวจับยึดเครื่องมือหลายประเภทในขนาดและมาตรฐานต่างๆ และเพื่อวัตถุประสงค์ที่แตกต่างกัน แม้แต่ผู้ปฏิบัติงานก็ยังยากที่จะรู้จักตัวจับยึดเครื่องมือทุกประเภท แต่เราสามารถพูดถึงตัวจับยึดเครื่องมือประเภทพื้นฐานเหล่านี้ได้:
หัวจับ Collet:
เป็นตัวจับยึดเครื่องมือยอดนิยมที่ยึดได้ง่ายและมีแรงยึดเกาะสูง มีหลายประเภทเช่น "draw-in" และ "push-out"
หัวจับดอกสว่าน:
โดยทั่วไปสามารถจัดประเภทเป็น "หัวจับแบบใช้กุญแจ" และ "หัวจับแบบไม่ใช้กุญแจ" สำหรับหัวจับแบบมีกุญแจ คุณใช้กุญแจเพื่อขันตัวยึดให้แน่น หัวจับแบบไม่ใช้กุญแจสามารถขันด้วยมือได้ หัวจับดอกสว่านมีการใช้งานมานานหลายปีและเหมาะสำหรับการใช้งานที่ไม่ซับซ้อนในโรงงานขนาดเล็ก
ตัวจับดอกเอ็นมิลล์:
เป็นหัวจับเครื่องมือที่เรียบง่ายและราคาไม่แพง แต่มีอายุการใช้งานสั้น
หัวจับแบบหด:
พวกเขาถูกทำให้ร้อนและดังนั้นอาจปรับเป็นด้ามขนาดต่างๆ ได้ อุปกรณ์พิเศษใช้สำหรับทำความร้อนหัวจับแบบหด อุปกรณ์จะให้ความร้อนแก่หัวจับโดยอัตโนมัติเพื่อให้ได้ความแข็งแกร่งและความแม่นยำที่ต้องการโดยไม่ต้องพึ่งพาทักษะของผู้ปฏิบัติงาน
ผู้ถือ ER:
ตัวจับยึดเหล่านี้เป็นที่ต้องการเป็นส่วนใหญ่เนื่องจากค่าเบี่ยงเบนที่สูง การยึดเกาะที่ดี และราคาที่เหมาะสม ทั้งยังใช้งานได้หลากหลายกว่าตัวจับยึดแบบอื่นและสามารถใส่เข้ากับด้ามแบบใดก็ได้อย่างง่ายดาย อย่างไรก็ตามพวกเขาต้องการการดูแลและการฝึกอบรมที่มากขึ้น ขั้นแรก ควรใช้คอลเล็ตที่ถูกต้องสำหรับด้ามเฉพาะ จากนั้นควรขันให้ถูกต้อง สุดท้าย ควรประกอบในวิธีที่สะอาด หากสิ่งเหล่านี้ทำอย่างถูกต้อง ผู้ถือ ER จะให้ประสิทธิภาพตามที่ต้องการ
หัวจับดอกกัด:
ตลับลูกปืนแบบเข็มภายในหัวจับดอกกัดจะสร้างแรงกดบนตัวเครื่องที่เอียง ซึ่งจะเพิ่มแรงยึดจับอย่างมาก กล่าวได้ว่าหัวจับดอกกัดมีแรงยึดเกาะมากกว่าตัวจับยึดทั่วไปถึง 5 เท่า การขันให้แน่นมากเกินไปอาจทำให้เกิดปัญหาการไหลออกเนื่องจากแรงกดสูงบนตลับลูกปืนเข็ม คู่มือจำนวนมากจึงแนะนำให้ถอยออกเล็กน้อยหลังจากขันให้แน่นจนสุดแล้ว
หัวจับไฮดรอลิก:
น้ำมันของไหลใช้เพื่อเพิ่มแรงกดและการยึดเกาะ สามารถขันให้แน่นได้ง่ายโดยใช้ประแจหกเหลี่ยม หัวจับเหล่านี้ให้ความแม่นยำในการเบี่ยงเบนสูงและลดการสั่นสะท้านอย่างมาก ในทางกลับกัน ข้อเสียเปรียบหลักคือความแข็งแกร่งต่ำ
• ขั้นแรก คุณควรเลือกขนาดที่ถูกต้องเหมาะสมกับเวิร์กช็อปหรือโรงงานของคุณ ในขณะที่ BT30 สามารถทำงานได้อย่างยอดเยี่ยมสำหรับโรงงานขนาดเล็ก แต่อาจไม่เพียงพอสำหรับโรงงานขนาดใหญ่
•สถานที่ตั้งของที่ทำงานก็มีความสำคัญเช่นกัน ในขณะที่ชาวยุโรปเลือกใช้ผู้ถือ HSK ชาวอเมริกันมักจะใช้ผู้ถือ CAT ในฐานะที่เป็นทางเลือกระหว่างประเทศ คุณสามารถเลือกผู้ถือ BT ได้
• เพื่อความแม่นยำสูงสุดที่ความเร็วสูง คุณสามารถเลือกตัวจับยึดเทคโนโลยีขั้นสูง เช่น BBT หรือ HSK
• หากคุณต้องการความคล่องตัว ตัวจับยึด ER จะเป็นทางเลือกที่ดีสำหรับคุณ ผู้ถือเหล่านี้เพลิดเพลินกับ collet ในเกือบทุกขนาด
•สำหรับชิ้นงานธรรมดา ตัวจับยึดเครื่องมือที่เรียบง่ายและราคาไม่แพงอย่างตัวจับดอกเอ็นมิลก็เพียงพอแล้ว ด้วยเหตุนี้ คุณจึงไม่ต้องลงทุนจำนวนมากกับตัวจับยึดเครื่องมือ
•ท้ายที่สุด คุณไม่ควรละเลยที่จะลงทุนในตัวจับยึดเครื่องมือคุณภาพสูงที่คุณต้องการ โปรดทราบว่าการลงทุนนี้จะเปลี่ยนเป็นผลผลิตและผลกำไรในระยะยาว
มีการพัฒนามาตรฐานที่แตกต่างกันสำหรับการจัดการเครื่องมือของเครื่องจักร CNC มาตรฐานที่ใช้กับเทเปอร์ในยุโรปคือ SK หรือ ISO HSK เป็นตัวจับยึดเครื่องมือ SK เวอร์ชันที่พัฒนาขึ้นพร้อมคุณสมบัติการสัมผัสสองครั้ง ขนาดของเรียวคือ 1:10 คุณลักษณะการสัมผัสสองครั้งช่วยเพิ่มประสิทธิภาพการทำงานของตัวจับยึดเครื่องมือ HSK ในด้านต่างๆ ชาวอเมริกันใช้มาตรฐาน CAT และ BT เป็นรูปแบบขั้นสูงของมาตรฐาน CAT ที่พัฒนาขึ้นโดยอุตสาหกรรมตัวจับยึดเครื่องมือของญี่ปุ่น อันที่จริงแล้วมันคือคำย่อของ 'Bottle Grip Taper' ขนาดเทเปอร์คือ 7:24 มีขนาดแตกต่างกันตามเส้นผ่านศูนย์กลางของเทเปอร์ เช่น BT30, BT40 และ BT50 BBT หมายถึงแทปเปอร์ 'Big Plus BT' เช่นเดียวกับที่ BCB อ้างถึงแทปเปอร์ Big Plus CAT เทคโนโลยี Big Plus เกี่ยวข้องกับสปินเดิลหน้าสัมผัสคู่ ก้านสัมผัสแกนหมุนทั้งบนหน้าแกนหมุนและหน้าแปลน ด้านล่างนี้ เราจะอธิบายเพิ่มเติมเกี่ยวกับตัวจับยึดเครื่องมือ BBT และรายละเอียดเกี่ยวกับความเหนือกว่าของตัวจับยึดเครื่องมือ BT

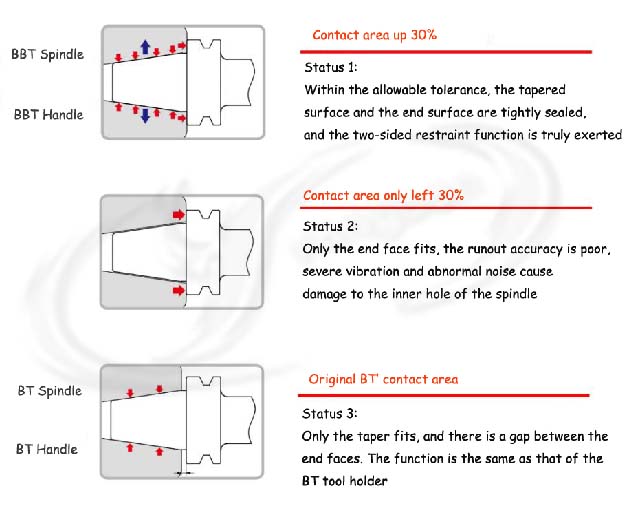
BT หมายถึงตัวจับยึดเครื่องมือทั่วไปที่แกนหมุนสัมผัสกับเทเปอร์หลังจากการจับยึดเท่านั้น ในเครื่องมือเหล่านี้ มีช่องว่างที่สำคัญระหว่างหน้าแกนหมุนและหน้าแปลน พื้นที่นี้ส่งผลเสียต่อประสิทธิภาพของตัวจับยึดเครื่องมือและเครื่อง CNC ในแง่ของความแข็งแกร่ง การเบี่ยงเบน การโก่งตัว และปัจจัยอื่นๆ
 |
||||
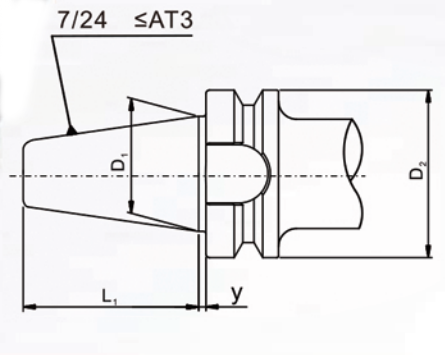
| ข้อมูลจำเพาะ (มม.) | L1 | D1 | D2 | y |
| บีที30 | 48.4 | Φ31.75 | Φ46 | 1.0 |
| บีที40 | 65.4 | Φ44.45 | Φ63 | 1.0 |
| บีที50 | 101.8 | Φ69.85 | Φ100 | 1.5 |
ข้อมูลจำเพาะตัวจับยึดเครื่องมือ BT
ในช่วงต้นทศวรรษ 1990 ช่างเครื่องในญี่ปุ่นคิดว่าตัวจับยึดเครื่องมือจะทำงานได้ดีขึ้นหากนำพื้นที่ส่วนนี้ออก และพวกเขาได้พัฒนาเทคโนโลยี Big Plus เราเรียกสั้น ๆ ว่า BBT เทคโนโลยีนี้เรียกอีกอย่างว่าเทคโนโลยีหน้าสัมผัสคู่ ในหัวจับเครื่องมือ BBT มีทั้งหน้าสัมผัสและหน้าสัมผัสเทเปอร์ กล่าวอีกนัยหนึ่ง หลังจากการยึดแกนหมุนและตัวจับยึดเครื่องมือแล้ว ใบหน้าของแกนหมุนและหน้าแปลน ส่วนหนึ่งของตัวจับยึดเครื่องมือ หน้าสัมผัส ตลอดจนหน้าสัมผัสแกนหมุนและตัวจับยึดเครื่องมือบนเทเปอร์ ส่งผลให้ไม่มีช่องว่างระหว่างแกนหมุนและตัวจับยึดเครื่องมือ
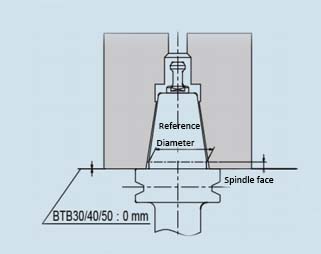
เมื่อปิดช่องว่างนี้แล้ว ตัวจับยึดเครื่องมือและสปินเดิลจะทำงานในลักษณะเดียวกับที่เป็นยูนิตเดียว พื้นที่ครอบคลุมโดยการต่อขยายทั้งแกนหมุนและตัวจับยึดเครื่องมือ ดังนั้นเราจึงมีทั้งแกนหมุน Big Plus และตัวจับยึดเครื่องมือ Big Plus เมื่อวางตัวจับยึดเครื่องมือมาตรฐานที่ไม่ใช่ BBT ลงในแกนหมุนที่ไม่ใช่ BBT มาตรฐาน จะมีช่องว่างประมาณ 3 มม. จากด้านล่างของหน้าแปลนถึงด้านบนของหน้าแกนหมุน เพื่อปิดช่องว่างนี้ หน้าแปลนจะขยายออก 1.5 มม. และหน้าแกนหมุนจะขยายออก 1.5 มม. กล่าวโดยสรุปคือ ช่องว่างแบ่งครึ่งโดยการเพิ่มเติมที่หน้าแปลนและหน้าแกนหมุน ในที่สุด เรามีหน้าสัมผัสเรียวด้านในและหน้าสัมผัสด้านนอก
เพื่อประสิทธิภาพที่ดีที่สุด ควรมีทั้งตัวจับยึดเครื่องมือ BBT และแกนหมุน BBT ผู้สร้างเครื่องจักรจำนวนมากผลิตแกนหมุน BBT หากคุณใช้ตัวจับยึดเครื่องมือ BBT หรือแกนหมุน BBT อย่างใดอย่างหนึ่ง คุณจะปิดช่องว่างได้เพียงครึ่งหนึ่งเท่านั้น คิดว่าคุณมีเครื่องจักร CNC ที่มีแกนหมุน BBT การใช้ตัวจับยึดเครื่องมือ BBT จะดีที่สุด
หน้าสัมผัสคู่ช่วยให้สามารถเชื่อมต่อแกนหมุนกับตัวจับยึดเครื่องมือได้อย่างแข็งแรง พื้นที่สัมผัสที่ใหญ่ขึ้นทำให้ตัวจับยึดเครื่องมือ BBT ได้เปรียบเหนือตัวจับยึดเครื่องมือ BT ข้อดีเหล่านี้จะอธิบายไว้ด้านล่าง
ตัวจับยึดเครื่องมือ BBT มีประสิทธิภาพดีกว่าตัวจับยึดเครื่องมือ BT ในหลายด้าน เมื่อเครื่องจักร CNC ของคุณทำงานภายใต้พารามิเตอร์เดียวกัน ประการแรก ตัวจับยึดเครื่องมือ BBT ทำงานได้อย่างราบรื่นและไม่ได้ยินเสียงพูดคุยระหว่างการทำงาน ประการที่สอง เนื่องจากกระบวนการที่ราบรื่นดังกล่าว จึงไม่เห็นรอยพูดพล่อยบนผิวสำเร็จ พูดสั้นๆ ว่าตัวจับยึดเครื่องมือ BBT เหนือกว่าตัวจับยึดเครื่องมือ BT ตอนนี้ให้เราเปรียบเทียบตัวจับยึดเครื่องมือทั้งสองนี้เพื่อดูว่าเหตุใด BBT จึงเหนือกว่า BT อย่างไรและอย่างไร
•พื้นที่สัมผัส BBT มีขนาดใหญ่กว่าพื้นที่สัมผัส BT ซึ่งช่วยเพิ่มความมั่นคงของแกนหมุนและตัวจับยึดเครื่องมือ ระงับการสั่นสะเทือน ออกแรงตัดหนักได้ง่าย และมีความหยาบของผิวดีขึ้น
 |
 |
เครื่องมือกล: YSV-957 ที่จับเครื่องมือ: BBT40/BT40 เครื่องมือ: ดอกกัด (D20) ขนาดการตัด : 1.0mm |
| พื้นผิวที่ดี | มีดเล็กน้อยบนพื้นผิว |
•ดังที่เรากล่าวไว้ข้างต้น คุณสมบัติหน้าสัมผัสคู่ของ BBT เพิ่มประสิทธิภาพการตัดอย่างมาก และในขณะเดียวกันก็รับประกันความแม่นยำสูง ด้วยวิธีการนั้นคุณสามารถบรรลุกระบวนการผลิตที่ปราศจากข้อผิดพลาดด้วยความเร็วสูง ซึ่งหมายความว่าการผลิตจำนวนมากของผลิตภัณฑ์ชั้นยอดของคุณสามารถทำได้ในเวลาอันสั้น ช่วยให้คุณมีความได้เปรียบในการแข่งขันเหนือคู่แข่งในตลาดของคุณและนำหน้าพวกเขา ยิ่งพื้นที่สัมผัสมากเท่าใด อัตราการยึดติดก็จะยิ่งสูงขึ้นเท่านั้น และยิ่งมีความแข็งแกร่งในการประมวลผลสูง ตารางต่อไปนี้แสดงการติดตั้งด้ามจับ BBT และพื้นที่จับ BT เพิ่มความแข็งแกร่งในการประมวลผลโดยเฉลี่ย 30%
| แบบอย่าง | BT | BT | เปอร์เซ็นต์ | |
 |
 |
 |
||
| บีที30 | 2539 | 2539 | 767 | ↑30% |
| บีที40 | 4820 | 4820 | 1422 | ↑29% |
| บีที50 |
11803 |
11803 | 3791 | ↑32% |
•ตัวจับยึดเครื่องมือ BBT ช่วยเพิ่มความสามารถในการทำซ้ำของเครื่องเปลี่ยนเครื่องมืออัตโนมัติ (ATC) BBT ทำให้การเบี่ยงเบนศูนย์เป็นศูนย์ ดังนั้นตัวจับยึดเครื่องมือจึงเข้าไปในแกนหมุนได้อย่างแม่นยำ ซึ่งจะเพิ่มความสามารถในการทำซ้ำ
• แกนเข้าเล่มแบบสองด้านของ BBT ยังป้องกันการเคลื่อนตัวตามแกนของตัวจับยึดด้วยความเร็วสูง
•BBTs ป้องกันการกัดกร่อนของเฟร็ตที่เกิดจากการตัดหนัก
•ในการทำงานที่น่าเบื่อ คุณจะมีความกลมที่ดีขึ้นด้วย BBT
• ความสามารถในการสับเปลี่ยนที่ดี เครื่องมือเครื่องจักร CNC ที่ผลิตโดย cncyangsen ติดตั้งแกนหมุน BBT แบบผูกสองด้านพร้อมประสิทธิภาพที่ยอดเยี่ยม ซึ่งช่วยปรับปรุงประสิทธิภาพการตัดและความแม่นยำในการตัดเฉือนได้อย่างมาก ข้อดีอย่างหนึ่งของสปินเดิลเข้าเล่มแบบสองด้านคือสามารถใช้ตัวจับยึดเครื่องมือ BT ธรรมดาต่อไปได้
| / | BT สปินเดิล | แกนหมุน BBT |
| ที่จับบีที |  |
 |
| ที่จับ BTB |  |
 |
ดังนั้น หากคุณยังคงใช้ตัวจับยึดเครื่องมือทั่วไปเช่น BT ถึงเวลาแล้วที่คุณจะลงทุนใน BBT เพื่อให้มีข้อได้เปรียบเหล่านี้
ตัวจับยึดเครื่องมือ BBT ควรได้รับการวัดตามมาตรฐานของเครื่องหมายการค้า Big Plus การวัดดังกล่าวจำเป็นต่อการสัมผัสอย่างสมบูรณ์ ซึ่งเป็นหัวใจสำคัญของเทคโนโลยี Big Plus ในการทำเช่นนี้ไม่ควรเกินค่าความคลาดเคลื่อนที่กำหนดไว้ล่วงหน้า ที่นี่ เรามีมาตรวัดที่แตกต่างกันสามแบบเพื่อให้แน่ใจว่าสิ่งนี้: หัวจับแบบเตเปอร์ เกจวัดวงแหวน และอุปกรณ์วัดใบหน้า
หัวไม้เรียวเป็นมาตรวัดที่สำคัญที่สุด โดยหลักแล้วจะใช้เพื่อกำหนดความลึกของเทเปอร์ของตัวจับยึดเครื่องมือที่จะดึงเข้าไปในแกนหมุนเมื่อเปิดใช้งานระบบยึด ในที่สุดสิ่งนี้จะกำหนดว่าความอดทนควรเป็นอย่างไรสำหรับตำแหน่งของใบหน้า
ริงเกจใช้เพื่อให้แน่ใจว่าแกนหมุนอยู่ในตำแหน่งที่ถูกต้องและมีค่าความเผื่อที่เหมาะสม ค่าความคลาดเคลื่อนที่เหมาะสมถูกกำหนดตามข้อมูลจำเพาะของตัวสร้างสปินเดิล มีชิปฝังอยู่ในริงเกจเพื่อบันทึกข้อมูลการสอบเทียบ และมีการใช้อุปกรณ์การวัดเพื่อทำการวัดสำหรับการสอบเทียบที่ระบุไว้ข้างต้น
BBT เป็นตัวจับยึดเครื่องมือที่ทันสมัยที่สุดซึ่งรับประกันประสิทธิภาพที่ดีที่สุดของเครื่องจักร CNC ด้วยตัวจับยึดเครื่องมือเหล่านี้ คุณจะมีความแม่นยำเพิ่มขึ้น แข็งแกร่งขึ้น และผิวสำเร็จที่เหนือกว่า คุณจะไม่มีการเบี่ยงเบน การโก่งตัวน้อยที่สุด และการสั่นสะเทือนที่น้อยลง นอกจากนี้ อายุการใช้งานของเครื่อง CNC และเครื่องมือตัดของคุณจะยาวขึ้นด้วยตัวจับยึดเครื่องมือเหล่านี้
การใช้ตัวจับยึดเครื่องมือเหล่านี้จะช่วยเพิ่มกำลังการผลิตและลดต้นทุนการผลิตของคุณได้อย่างมาก คุณยังสามารถดำเนินการกระบวนการผลิตจำนวนมากได้อย่างง่ายดายในเวลาอันสั้น ทั้งหมดนี้หมายความว่าคุณจะนำหน้าคู่แข่งในการแข่งขันกับพวกเขาในภาคธุรกิจของคุณ โปรดทราบว่าการลงทุนในเทคโนโลยีระดับสูงจะสร้างผลกำไรให้คุณในระยะยาวเสมอ บางทีอาจเป็นเวลาที่เหมาะสมที่สุดสำหรับคุณในตอนนี้ที่จะลงทุนในตัวจับยึดเครื่องมือ BBT











