
เครื่องกัดส่วนใหญ่หมายถึงเครื่องมือกลที่ใช้เครื่องมือตัดกัดเพื่อประมวลผลพื้นผิวต่างๆ ของชิ้นงาน โดยปกติแล้ว การเคลื่อนที่แบบหมุนของเครื่องมือตัดกัดคือการเคลื่อนไหวหลัก และการเคลื่อนที่ของชิ้นงานและเครื่องมือตัดกัดคือการเคลื่อนที่ป้อน สามารถแปรรูประนาบ ร่อง พื้นผิวโค้งต่างๆ เฟือง ฯลฯ นอกเหนือจากการกัดระนาบ ร่อง ฟันเฟือง เกลียว และเพลาร่องลึก เครื่องกัดยังสามารถประมวลผลโปรไฟล์ที่ซับซ้อนมากขึ้น โดยมีประสิทธิภาพสูงกว่ากบไสไม้ และแพร่หลาย ใช้ในแผนกผลิตและซ่อมแซมเครื่องจักร
นอกจากนี้ยังสามารถใช้ในการแปรรูปพื้นผิวของตัวเครื่องหมุน รูใน และงานตัด เมื่อเครื่องกัดทำงาน ชิ้นงานจะถูกติดตั้งบนโต๊ะหรืออุปกรณ์เสริม เช่น หัวดัชนี การหมุนของหัวกัดเป็นการเคลื่อนไหวหลัก เสริมด้วยการเคลื่อนที่ป้อนของโต๊ะหรือหัวกัด และชิ้นงานสามารถรับพื้นผิวการตัดเฉือนที่ต้องการได้
เนื่องจากการตัดแบบขัดจังหวะแบบหลายใบมีดทำให้ประสิทธิภาพการทำงานของเครื่องกัดสูง พูดง่ายๆ ก็คือ เครื่องกัดคือเครื่องมือกลที่สามารถกัด เจาะ และคว้านชิ้นงานได้

ในปี 1818: the เครื่องกัดเครื่องแรก เป็นเครื่องกัดแนวนอนที่สร้างโดย American E. Whitney
ในปีพ.ศ. 2405: ในการกัดร่องเกลียวของสว่านบิด American J.R. Brown ได้สร้างเครื่องกัดสากลเครื่องแรก ซึ่งเป็นต้นแบบของเครื่องกัดสำหรับโต๊ะยก
ประมาณ พ.ศ. 2427 เครื่องกัดโครงสำหรับตั้งสิ่งของปรากฏขึ้น
ในปี ค.ศ. 1920: เครื่องกัดกึ่งอัตโนมัติปรากฏขึ้นและโต๊ะทำงานที่ใช้หยุดเพื่อแปลง "ป้อนเร็ว" หรือ "ป้อนเร็ว" โดยอัตโนมัติ
หลังจากปี 1950 เครื่องกัดได้พัฒนาอย่างรวดเร็วในแง่ของระบบควบคุม และการประยุกต์ใช้การควบคุมแบบดิจิทัลช่วยปรับปรุงระบบอัตโนมัติของเครื่องกัดอย่างมาก
โดยเฉพาะอย่างยิ่งหลังทศวรรษ 1970 ระบบควบคุมแบบดิจิทัลและระบบเปลี่ยนเครื่องมืออัตโนมัติของไมโครโปรเซสเซอร์ถูกนำไปใช้กับเครื่องกัด ซึ่งขยายช่วงการตัดเฉือนของเครื่องกัดและปรับปรุงความแม่นยำและประสิทธิภาพของการตัดเฉือน
ด้วยกระบวนการใช้เครื่องจักรที่เข้มข้นขึ้นอย่างต่อเนื่อง การเขียนโปรแกรม CNC จึงถูกนำมาใช้กันอย่างแพร่หลายในการดำเนินงานเครื่องมือกล ซึ่งได้ปลดปล่อยกำลังแรงงานอย่างมาก เครื่องกัดโปรแกรม CNC จะค่อยๆแทนที่การทำงานด้วยตนเอง ข้อกำหนดสำหรับพนักงานก็จะสูงขึ้นเรื่อย ๆ และแน่นอนว่าประสิทธิภาพก็จะสูงขึ้นเรื่อย ๆ

มีทั้งแบบสากล แนวนอน และแนวตั้ง ฯลฯ ส่วนใหญ่ใช้สำหรับการประมวลผลชิ้นส่วนขนาดเล็กและขนาดกลาง ซึ่งใช้กันอย่างแพร่หลายมากที่สุด

เครื่องกัดและคว้านโครงสำหรับตั้งสิ่งของ เครื่องไสไม้โครงสำหรับตั้งสิ่งของ และเครื่องกัดสองเสา ซึ่งทั้งหมดนี้ใช้ในการแปรรูปชิ้นส่วนขนาดใหญ่
หัวกัดแนวนอนของรุ่นก่อนสามารถเคลื่อนที่ไปตามรางนำคอลัมน์ และป้อนโต๊ะทำงานตามแนวยาว หัวกัดปลายของรุ่นหลังสามารถเคลื่อนที่ในแนวนอนไปตามรางนำคานได้ และคานเอียงยังสามารถปรับความสูงตามรางนำเสาได้อีกด้วย ทั้งสองอย่างนี้ใช้สำหรับการตัดเฉือนชิ้นส่วนขนาดใหญ่
มีสองประเภทคือโต๊ะสี่เหลี่ยมและโต๊ะกลม ซึ่งเป็นเครื่องกัดขนาดกลางระหว่างเครื่องกัดโต๊ะยกและเครื่องกัดโครงสำหรับตั้งสิ่งของ การเคลื่อนที่ในแนวดิ่งเสร็จสิ้นโดยหัวกัดที่ขึ้นและลงที่เสา
เครื่องกัดโต๊ะยกขนาดเล็กสำหรับเครื่องมือวัดและชิ้นส่วนขนาดเล็กอื่นๆ
ใช้สำหรับทำแม่พิมพ์และเครื่องมือ พร้อมอุปกรณ์เสริมต่างๆ เช่น หัวกัด ดอกกัด โต๊ะมุมอเนกประสงค์ และปลั๊ก และยังสามารถดำเนินการแปรรูป เช่น การเจาะ การคว้าน และการพรวดพราด
เช่น เครื่องกัดรูกุญแจ เครื่องกัดลูกเบี้ยว เครื่องกัดเพลาข้อเหวี่ยง เครื่องกัดลูกกลิ้ง และเครื่องกัดโลหะสี่เหลี่ยม ฯลฯ เป็นเครื่องกัดพิเศษที่ผลิตขึ้นสำหรับการประมวลผลชิ้นงานที่เกี่ยวข้อง
เครื่องกัดขนาดเล็กที่ใช้สำหรับกัดชิ้นส่วนขนาดเล็ก เช่น เครื่องมือและตลับเมตร
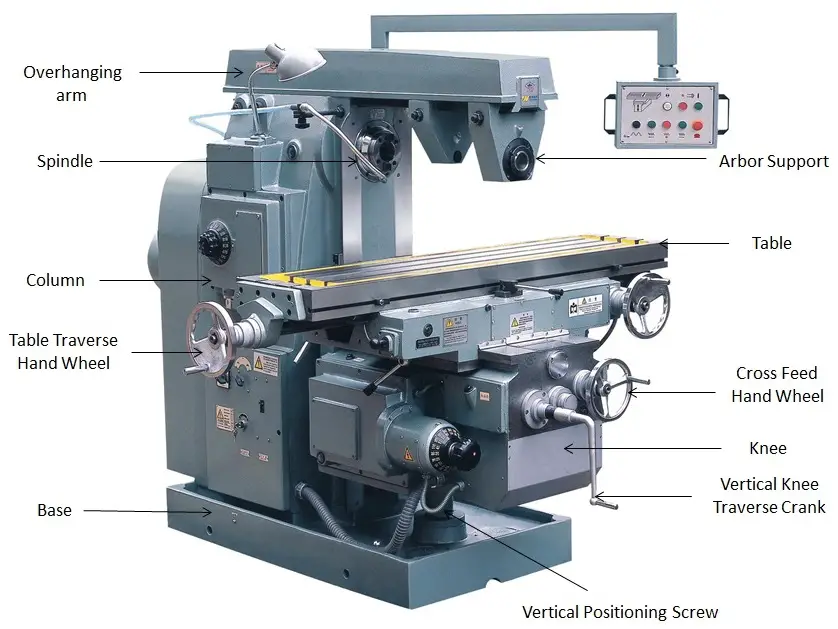
เครื่องกัดที่มีหัวกัดติดตั้งอยู่บนคานขวาง เตียงถูกจัดเรียงในแนวนอน โดยทั่วไปคานเอียงสามารถเคลื่อนที่ในแนวตั้งไปตามรางนำคอลัมน์ที่ด้านหนึ่งของเตียง และหัวกัดเคลื่อนที่ไปตามรางนำทางคานเอียง
เครื่องกัดที่มีแกนหมุนติดตั้งอยู่บนกระทุ้ง
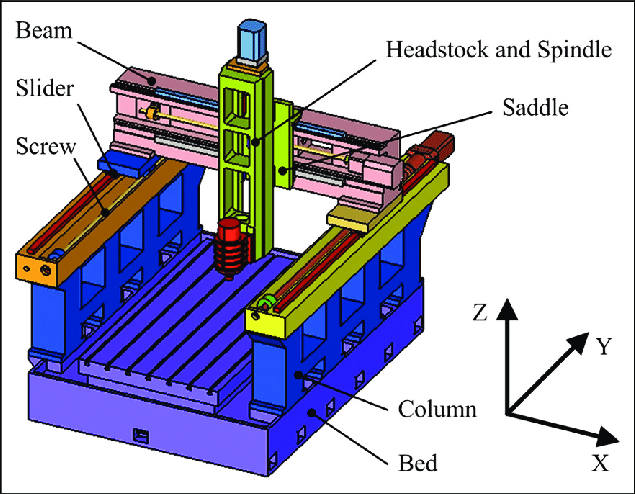
ตัวเครื่องถูกจัดวางในแนวนอน ส่วนเสาและคานเชื่อมต่อทั้งสองส่วนด้านข้างเป็นเครื่องกัดโครงสำหรับตั้งสิ่งของ หัวกัดติดตั้งอยู่บนคานและเสาและสามารถเคลื่อนที่ไปตามรางนำได้ โดยปกติแล้ว คานสามารถเลื่อนในแนวตั้งไปตามรางนำของเสา และโต๊ะทำงานสามารถเลื่อนในแนวตั้งไปตามรางนำของเตียงเพื่อแปรรูปชิ้นงานขนาดใหญ่
เครื่องกัดสำหรับระนาบการกัดและการขึ้นรูปพื้นผิว
เครื่องกัดที่คัดลอกชิ้นงาน โดยทั่วไปใช้สำหรับการตัดเฉือนชิ้นงานที่มีรูปร่างซับซ้อน
เครื่องกัดพร้อมโต๊ะยกที่สามารถเคลื่อนที่ในแนวตั้งไปตามรางเลื่อนของเตียง โดยปกติแล้ว โต๊ะทำงานและอานที่ติดตั้งบนโต๊ะยกของสามารถเคลื่อนที่ในแนวยาวและด้านข้างตามลำดับ
เครื่องกัดแขนโยกสามารถเรียกอีกอย่างว่าเครื่องกัดป้อมปืน เครื่องกัดแขนโยก และเครื่องกัดสากล เครื่องกัดป้อมปืนของเครื่องมือกลเป็นเครื่องมือตัดโลหะเบาทั่วไปที่มีสองฟังก์ชั่นการกัดแนวตั้งและแนวนอน พื้นผิวเรียบ มุมเอียง ร่อง และเส้นโค้งสำหรับชิ้นส่วนขนาดเล็ก ฯลฯ
โต๊ะทำงานไม่สามารถยกขึ้นและลงได้ แต่สามารถเลื่อนตามแนวยาวและแนวขวางไปตามรางนำของฐานเตียงได้ และสามารถเคลื่อนย้ายหัวกัดหรือเสาในแนวตั้งได้
เช่น เครื่องกัดเครื่องมือ: เป็นเครื่องกัดที่ใช้สำหรับเครื่องมือกัดและแม่พิมพ์ โดยมีความแม่นยำในการตัดเฉือนสูงและรูปร่างของการตัดเฉือนที่ซับซ้อน
เครื่องกัดสามารถแบ่งออกเป็น:
เครื่องกัดลอกแบบ,
เครื่องกัดที่ควบคุมด้วยโปรแกรม
เครื่องกัดซีเอ็นซี
ใช้สำหรับกลึงไส ขั้นบันได ร่อง ขึ้นรูปพื้นผิว และตัดชิ้นงานบนเครื่องกัด
หัวกัดที่ใช้กันทั่วไปมีหลายประเภทตามการใช้งาน:
ใช้สำหรับระนาบการกลึงบนเครื่องกัดแนวนอน ฟันตัดจะกระจายตามเส้นรอบวงของหัวกัดและแบ่งออกเป็นฟันตรงและฟันเกลียวตามรูปร่างของฟัน ตามจำนวนฟัน มีสองประเภทคือฟันหยาบและฟันละเอียด หัวกัดเกลียวฟันหยาบแบบเกลียวมีฟันไม่กี่ซี่ มีความแข็งแรงของฟันสูง และพื้นที่เศษขนาดใหญ่ ซึ่งเหมาะสำหรับการกัดหยาบ หัวกัดแบบฟันละเอียดเหมาะสำหรับการเก็บผิวละเอียด
ใช้สำหรับเครื่องกัดแนวตั้ง, เครื่องกัดปาดหน้าหรือเครื่องกัดโครงสำหรับตั้งสิ่งของ, ระนาบการประมวลผลบน, มีฟันคัตเตอร์ที่ปลายใบหน้าและเส้นรอบวง, และมีฟันหยาบและฟันละเอียด โครงสร้างมีสามประเภท: ประเภทอินทิกรัล ประเภทเม็ดมีด และประเภทที่จัดทำดัชนีได้
ใช้สำหรับการตัดเฉือนร่องและพื้นผิวขั้นบันได ฯลฯ ฟันของหัวกัดอยู่ที่เส้นรอบวงและส่วนปลาย และไม่สามารถป้อนในแนวแกนระหว่างการกัดปลาย เมื่อดอกเอ็นมิลล์มีฟันสิ้นสุดที่ผ่านศูนย์กลาง ก็สามารถป้อนเข้าตามแนวแกนได้ (โดยปกติแล้ว ดอกเอ็นมิลสองคมจะเรียกอีกอย่างว่า "ดอกกัดร่องดอก" และสามารถป้อนเข้าในแนวแกนได้)
ใช้ในการแปรรูปร่องและพื้นผิวแบบขั้นบันไดต่างๆ และมีฟันคัตเตอร์ที่ด้านข้างทั้งสองด้านและเส้นรอบวง
ใช้สำหรับการกัดร่องที่มุมหนึ่ง มีสองประเภทคือหัวกัดมุมเดียวและสองมุม
ใช้สำหรับการตัดเฉือนร่องลึกและการตัดชิ้นงาน และมีฟันจำนวนมากบนเส้นรอบวง เพื่อลดแรงเสียดทานระหว่างการกัด มีการเอียงรอง 15 ถึง 1° ทั้งสองด้านของฟันคัตเตอร์ นอกจากนี้ ยังมีหัวกัดรูกุญแจ หัวกัดหางประกบ หัวกัดร่องตัว T และหัวกัดขึ้นรูปต่างๆ
ฟันของหัวกัดทำจากซีเมนต์คาร์ไบด์หรือวัสดุเครื่องมือที่ทนทานต่อการสึกหรออื่นๆ และเชื่อมติดกับตัวหัวกัด
ฟันของคัตเตอร์ถูกยึดเข้ากับตัวคัตเตอร์โดยการจับยึดทางกล ฟันที่เปลี่ยนได้อาจเป็นหัวของวัสดุเครื่องมือที่เป็นของแข็งหรือหัวของวัสดุเครื่องมือที่มีการเชื่อม หัวกัดที่มีหัวกัดติดตั้งอยู่บนตัวหัวกัดเรียกว่าประเภทการเจียรภายใน หัวตัดจะลับคมแยกต่างหากบนฟิกซ์เจอร์เรียกว่าประเภทเจียรภายนอก
โครงสร้างนี้มีการใช้กันอย่างแพร่หลายในหัวกัดปาดหน้า หัวกัดปลาย และหัวกัดขอบสามด้าน
เครื่องมือเครื่องตัดโลหะได้ใช้ระบบการออกใบอนุญาตคุณภาพผลิตภัณฑ์ส่งออก และผลิตภัณฑ์ที่ไม่ได้รับใบอนุญาตคุณภาพผลิตภัณฑ์ส่งออกจะไม่ได้รับอนุญาตให้ส่งออก เมื่อสั่งซื้อ พารามิเตอร์อุปกรณ์ ระบบเมตริกและนิ้ว แหล่งจ่ายไฟ แรงดันไฟฟ้า และความถี่รวมถึงอุปกรณ์เสริมแบบสุ่ม สีของเครื่องจักร ฯลฯ ต้องระบุให้ชัดเจน ในมุมมองของ CNC Punch Presss ที่หลากหลายและมาตรฐานที่แตกต่างกันในอุตสาหกรรมโลหะแผ่น เมื่อลูกค้าสั่งซื้อแม่พิมพ์ พวกเขาควรเรียนรู้ข้อมูลต่อไปนี้จากผู้ผลิต:
กำหนดว่าไกด์แบบยาวหรือไกด์แบบสั้นประเภทใดที่เป็นโครงสร้างของแม่พิมพ์ และไม่ว่าจะเป็นโครงสร้าง Murata ที่นำเข้าหรือโครงสร้าง Trumpf หรือโครงสร้าง Yangsen
แรงเจาะของแม่พิมพ์นี้เหมาะสมกับเครื่องมือกลหรือไม่ มิฉะนั้นจะต้องเปลี่ยนโครงสร้างของแม่พิมพ์หรือต้องเลือกวิธีการประมวลผลอื่น ๆ
หากสถานีเครื่องจักรเป็นสถานีที่ไม่หมุน ต้องพิจารณาโครงสร้างร่องลิ่มคู่สำหรับไกด์บุชหรือดายล่าง
เพื่อกำหนดความสูงของแม่พิมพ์ล่างของแม่พิมพ์ (แม่พิมพ์ขึ้นรูป);
ต้องกำหนดวัสดุและความหนาของแผ่นที่ดำเนินการโดยลูกค้าเพื่อกำหนดวัสดุและช่องว่างที่เลือกสำหรับแม่พิมพ์
ควรกำหนดทิศทางของพินตำแหน่ง (ช่อง) ของแม่พิมพ์ (โดยเฉพาะแม่พิมพ์รูปทรงพิเศษ) ตามความต้องการในการประมวลผลของลูกค้า นอกจากนี้ ยกเว้นแม่พิมพ์ขอบสี่เหลี่ยม ปลอกนำหรือแม่พิมพ์ล่างของแม่พิมพ์อื่น ๆ จะต้องพิจารณาสองรูกุญแจ
แม่พิมพ์มีหลายประเภทและจำเป็นต้องชี้แจงประเภทของแม่พิมพ์ที่ลูกค้าสั่ง
1. เมื่อทำการขนถ่ายชิ้นงาน ต้องถอดเครื่องมือออก และหัวตัดและมือไม่ควรอยู่ใกล้กับพื้นผิวการกัด
2. เมื่อใช้เครื่องกัดเพื่อตั้งค่าเครื่องมือ จะต้องเขย่าหรือหมุนด้วยมือ และไม่อนุญาตให้เดินหน้าอย่างเร็ว
3. เมื่อเคลื่อนไปข้างหน้าและดึงเครื่องมือกลับอย่างรวดเร็ว ให้ระวังว่าที่จับของเครื่องกัดจะไปโดนใครหรือไม่
4. อย่าป้อนเร็วเกินไปและอย่าเปลี่ยนความเร็วอย่างกะทันหันและควรปรับการหยุดของเครื่องกัดให้ดี
5. ต้องหยุดเครื่องกัด Asahi เมื่อเลื่อนขึ้นและลง วัดชิ้นงาน ปรับเครื่องมือ และเปลี่ยนความเร็วรอบให้แน่น
6. เมื่อถอดประกอบและประกอบดอกเอ็นมิลล์ พื้นผิวการทำงานควรบุด้วยแผ่นไม้ ควรถอดส่วนที่ดึงออกจากดอกกัดแบนออก และไม่ควรออกแรงมากเกินไป
7. ห้ามสัมผัสหรือเช็ดชิ้นส่วนที่หมุนและมีดด้วยเส้นด้ายฝ้ายโดยเด็ดขาด
8. โดยทั่วไป คอลเล็ตสามารถจับชิ้นงานได้ครั้งละหนึ่งชิ้นเท่านั้น เนื่องจากคอลเล็ตจับชิ้นงานมากกว่าหนึ่งชิ้นต่อครั้ง แม้ว่าแคลมป์จะแน่น แรงระหว่างการป้อนหยาบก็มีมาก และชิ้นงานทั้งสองจะเลื่อนไปมาระหว่างกันได้ง่าย ทำให้ชิ้นงานลอยออก มีดหัก และการบาดเจ็บจากอุบัติเหตุ
1. การทำความสะอาดเตียงและส่วนประกอบ การทำความสะอาดตะไบเหล็ก และการสุขาภิบาลสิ่งแวดล้อมโดยรอบ
2. ตรวจสอบระดับน้ำมันไม่ต่ำกว่าเครื่องหมายน้ำมันและเติมน้ำมันหล่อลื่นลงในแต่ละส่วน
3. น้ำยาทำความสะอาด แคลมป์ และเครื่องมือวัด
1. ทำความสะอาดและปรับโต๊ะทำงาน มือจับสกรู และส่วนแทรกของคอลัมน์
2. ตรวจสอบและปรับคลัตช์
3. ทำความสะอาดรางนำสามทางและเสื่อน้ำมัน ทำความสะอาดด้านในและด้านนอกของมอเตอร์ เครื่องมือเครื่องจักร และอุปกรณ์เสริม
4. ตรวจสอบวงจรน้ำมันและเติมน้ำมันหล่อลื่นในทุกส่วน
5. ขันสกรูทั้งหมดให้แน่น
1. การทำความสะอาดเตียงและชิ้นส่วน การทำความสะอาดตะไบเหล็กและสภาพแวดล้อมโดยรอบ น้ำยาทำความสะอาด แคลมป์ เครื่องมือวัด
2. ตรวจสอบระดับน้ำมันไม่ต่ำกว่าเครื่องหมายน้ำมันและเติมน้ำมันหล่อลื่นในแต่ละส่วน
1. ถอดชิ้นส่วนและทำความสะอาดแผ่นสักหลาดน้ำมันของชิ้นส่วนต่างๆ
2. เช็ดพื้นผิวเลื่อนแต่ละอันและพื้นผิวรางนำ เช็ดโต๊ะและทิศทางแนวนอน ยกสกรู เช็ดกลไกการส่งมีดและที่พักมีด
3.เช็ดทุกซอกทุกมุม
1. รูน้ำมันทั้งหมดสะอาดและไม่มีสิ่งกีดขวางและเติมน้ำมันหล่อลื่น
2. น้ำมันหล่อลื่นถูกเติมลงบนพื้นผิวของรางนำทาง พื้นผิวเลื่อน และแกนสกรูแต่ละอัน
3. ตรวจสอบกลไกการส่งผ่านตัวถังน้ำมันและระดับน้ำมันและเติมน้ำมันให้อยู่ในตำแหน่งที่สูงขึ้น
1. ตรวจสอบและขันแผ่นแรงดันและขันสกรูให้แน่น
2. ตรวจสอบและขันสกรูยึดของแถบเลื่อน กลไกขับเคลื่อนของมีด วงล้อมือ สกรูของตัวยึดโต๊ะทำงาน และลวดด้านบนของส้อม
3. ตรวจสอบและขันสกรูหลวมอื่นๆ ให้แน่น
1. ตรวจสอบและปรับความแน่นของสายพาน แผ่นกด และเม็ดมีดให้พอดี
2. ตรวจสอบและปรับบล็อกเลื่อนและลีดสกรู
1. ขจัดสนิมออกจากแต่ละส่วน ปกป้องพื้นผิวที่ทาสี และไม่ชนกัน
2. การปิดใช้งาน อุปกรณ์สำรองสำหรับพื้นผิวรางนำทาง วงล้อเลื่อนแบบสกรู และชิ้นส่วนอื่นๆ ที่เปิดโล่งซึ่งง่ายต่อการเกิดสนิมจะถูกทาน้ำมันและป้องกันการกัดกร่อน
เครื่องกัดโครงสำหรับตั้งสิ่งของส่วนใหญ่ทำจากเหล็กหรือเหล็กหล่อ ในกระบวนการใช้งานระยะยาว เนื่องจากแรงเสียดทานระหว่างพื้นผิวสัมผัสทั้งสองที่มีองศาต่างกัน พื้นผิวของรางนำทางเครื่องกัดจะสึกหรอในองศาที่แตกต่างกัน ซึ่งจะส่งผลต่อความแม่นยำในการตัดเฉือนและประสิทธิภาพการผลิตของอุปกรณ์อย่างจริงจัง
วิธีการซ่อมแซมแบบดั้งเดิมมักจะใช้การติดหรือเปลี่ยนแผ่นโลหะ แต่ต้องใช้ความคลาดเคลื่อนที่แม่นยำมากในการผลิตและการขูดด้วยมือ การซ่อมแซมต้องใช้กระบวนการมากมายและระยะเวลาการก่อสร้างที่ยาวนาน ปัญหาของรอยขีดข่วนและความเครียดบนเครื่องกัดโครงสำหรับตั้งสิ่งของสามารถแก้ไขได้โดยใช้วัสดุผสมโพลิเมอร์ ซึ่งควรมีระบบเทคโนโลยีที่สมบูรณ์
เนื่องจากการยึดเกาะที่ดีเยี่ยม แรงอัด และความต้านทานต่อน้ำมันและการสึกหรอ จึงมีชั้นป้องกันที่ยาวนานสำหรับส่วนประกอบต่างๆ ใช้เวลาเพียงไม่กี่ชั่วโมงในการซ่อมแซมส่วนที่เป็นรอยของเครื่องจักรและนำไปใช้งาน เมื่อเทียบกับวิธีการแบบดั้งเดิม การกัดจะง่ายกว่าและต้นทุนต่ำกว่า
การพัฒนาเครื่องคว้านและกัดแนวนอนได้รับความสนใจอย่างมากเนื่องจากแนวคิดของการเร่งความเร็ว องค์ประกอบระบบส่งกำลัง เช่น สปินเดิลไฟฟ้า มอเตอร์เชิงเส้นตรง และลิเนียร์ไกด์ ซึ่งเป็นการสนับสนุนด้านเทคนิคสำหรับการกัดความเร็วสูงได้ถูกนำมาใช้อย่างแพร่หลาย ซึ่งช่วยผลักดันความเร็วในการทำงานของเครื่องมือกลให้สูงขึ้นไปอีกขั้น การออกแบบนวัตกรรมของศูนย์การกัดคว้านแนวนอนแบบเปลี่ยนแกนหมุนได้ช่วยแก้ไขข้อด้อยของแกนไฟฟ้าและโครงสร้างแขนยืดไสลด์เคลื่อนที่ด้วยด้ามกลึงคว้าน นวัตกรรมทางเทคโนโลยี
การพัฒนาเครื่องกัดและคว้านแบบตั้งพื้นนำไปสู่แนวโน้มของการแปรรูปที่ทันสมัยด้วยแนวคิดการออกแบบใหม่ ประเภทโครงสร้างที่ไม่มีแกนคว้านคว้านและหัวกัดแบบต่างๆ ที่แลกเปลี่ยนกับแนวคิดของการประมวลผลความเร็วสูงนั้นเต็มไปด้วยสไตล์ ซึ่งสามารถแทนที่การกัดแบบดั้งเดิมได้อย่างมาก แนวโน้มของ. อุปกรณ์เสริมหัวกัดต่างๆ ที่แสดงโดยหัวกัดมุมสวิงแบบสองพิกัดได้กลายเป็นวิธีการหลักในการตัดเฉือนคอมโพสิตความเร็วสูงและประสิทธิภาพสูง ประสิทธิภาพของกระบวนการกว้างขึ้น กำลังสูงขึ้น และความแข็งแกร่งแข็งแกร่งขึ้น ซึ่งเป็นความก้าวหน้าครั้งสำคัญในการพัฒนาเครื่องกัดพื้นและเครื่องคว้าน
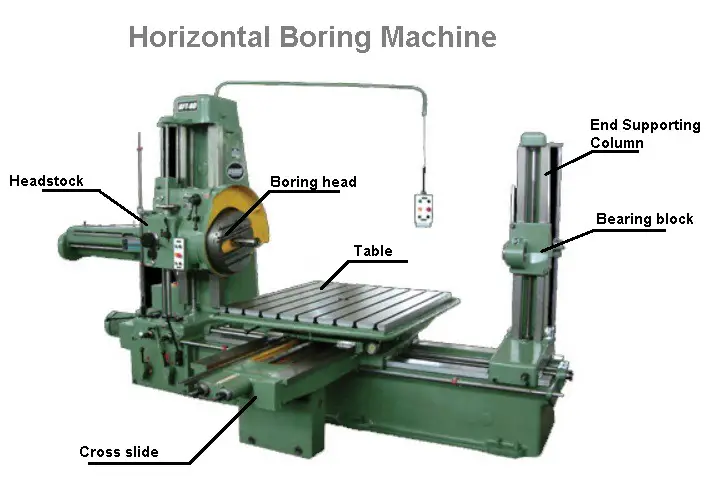
ส่วนประกอบหลักที่สำคัญของเครื่องคว้านและกัดแนวนอนคือกล่องสปินเดิลซึ่งติดตั้งไว้ที่ด้านข้างของเสา นอกจากนี้ยังมีผู้ผลิตไม่กี่รายที่ใช้โครงสร้างสมมาตรระบายความร้อนแบบสองคอลัมน์ โดยวางกล่องแกนหมุนไว้ตรงกลางของคอลัมน์ คุณสมบัติที่ใหญ่ที่สุดของโครงสร้างนี้คือความแข็งแกร่ง ความสมดุล และประสิทธิภาพการกระจายความร้อนที่ดี ซึ่งให้การรับประกันที่เชื่อถือได้สำหรับการทำงานความเร็วสูงของ headstock อย่างไรก็ตามโครงสร้างแบบเสาคู่นั้นไม่สะดวกในการบำรุงรักษา ซึ่งเป็นเหตุผลว่าทำไมในปัจจุบันจึงมีผู้ผลิตไม่มากนัก การเคลื่อนที่ของกล่องสปินเดิลส่วนใหญ่ขับเคลื่อนโดยบอลสกรูที่ขับเคลื่อนด้วยมอเตอร์ ซึ่งเป็นอุปกรณ์ส่งกำลังหลักของสปินเดิลไดรฟ์ เนื่องจากความเร็วของสปินเดิลสูงขึ้นเรื่อยๆ และสปินเดิลร้อนขึ้นอย่างรวดเร็ว ผู้ผลิตหลายรายจึงเลือกใช้การระบายความร้อนด้วยละอองน้ำมันแทนการระบายความร้อนด้วยน้ำมัน เพื่อควบคุมอุณหภูมิของสปินเดิลได้อย่างมีประสิทธิภาพมากขึ้นและรับประกันความถูกต้องแม่นยำ
ระบบสปินเดิลมีอยู่สองประเภทหลัก ประเภทหนึ่งคือโครงสร้างยืดไสลด์ด้วยด้ามกลึงคว้านแบบดั้งเดิม ซึ่งมีลักษณะเฉพาะของการคว้านรูลึกและการตัดกำลังสูง อีกอันคือโครงสร้างแกนหมุนไฟฟ้าความเร็วสูงที่ทันสมัย ซึ่งมีความเร็วสูง ความเร็วในการทำงานที่รวดเร็ว และประสิทธิภาพสูง ข้อดีของความแม่นยำสูง
มีการใช้งานสปินเดิลมอเตอร์ความเร็วสูงมากขึ้นเรื่อยๆ บนเครื่องคว้านแนวนอนและเครื่องกัด นอกเหนือจากการปรับปรุงความเร็วและความแม่นยำของสปินเดิลอย่างมากแล้ว ยังลดความซับซ้อนของโครงสร้างภายในของ headstock และทำให้วงจรการผลิตสั้นลง โดยเฉพาะอย่างยิ่งสำหรับการตัดด้วยความเร็วสูง
มากกว่า 10,000r/min. ข้อเสียคือกำลังมีจำกัด ต้นทุนการผลิตสูง โดยเฉพาะอย่างยิ่งการเจาะรูลึกไม่สามารถทำได้ โครงสร้างแขนยืดไสลด์ด้ามคว้านมีความเร็วจำกัด และความแม่นยำไม่ดีเท่าโครงสร้างสปินเดิลไฟฟ้า แต่สามารถดำเนินการเจาะรูลึก มีกำลังสูง สามารถประมวลผลเต็มโหลด และมีประสิทธิภาพสูง ซึ่ง ไม่ถูกจับคู่โดยแกนไฟฟ้า ดังนั้นโครงสร้างทั้งสองจึงอยู่ร่วมกันได้ประมวลผลประสิทธิภาพแต่ให้ผู้ใช้มีทางเลือกมากขึ้น
ระบบสปินเดิลแบบถอดเปลี่ยนได้ได้รับการพัฒนาขึ้น ซึ่งมีฟังก์ชันหนึ่งเครื่องและสองฟังก์ชัน ผู้ใช้สามารถเลือกใช้ตามวัตถุการประมวลผลที่แตกต่างกัน กล่าวคือ แกนไฟฟ้าและด้ามกลึงคว้านสามารถแทนที่กันได้ โครงสร้างนี้คำนึงถึงข้อบกพร่องของโครงสร้างทั้งสองและยังช่วยลดต้นทุนได้อย่างมาก เป็นนวัตกรรมที่ยอดเยี่ยมของเครื่องคว้านและกัดแนวนอนในปัจจุบัน ข้อดีของสปินเดิลไฟฟ้าอยู่ที่การตัดด้วยความเร็วสูงและการป้อนอย่างรวดเร็ว ซึ่งช่วยปรับปรุงความแม่นยำและประสิทธิภาพของเครื่องมือกลอย่างมาก
ความเร็วในการทำงานของเครื่องคว้านและกัดแนวนอนสูงขึ้นเรื่อยๆ ความเร็วในการเคลื่อนที่เร็วถึง 25-30 ม./นาที และความเร็วสูงสุดของด้ามคว้านคือ 6000 รอบ/นาที ความเร็วของแมชชีนนิ่งเซ็นเตอร์ในแนวนอนนั้นสูงกว่า การเคลื่อนไหวที่รวดเร็วสูงถึง 50 ม./นาที ความเร่งคือ 5 ม./วินาที2 ความแม่นยำของตำแหน่งคือ 0.008 ~ 0.01 มม. และความแม่นยำของตำแหน่งซ้ำๆ คือ 0.004 ~ 0.005 มม.
เนื่องจากเครื่องกัดพื้นและเครื่องคว้านส่วนใหญ่ดำเนินการกับชิ้นส่วนขนาดใหญ่ กระบวนการกัดจึงมีช่วงกว้าง โดยเฉพาะอย่างยิ่งกำลังสูงและการตัดที่ทรงพลังเป็นข้อได้เปรียบด้านการประมวลผลที่สำคัญของเครื่องกัดพื้นและเครื่องคว้านซึ่งเป็นแนวคิดกระบวนการแบบดั้งเดิมของพื้น เครื่องกัดและคว้าน การพัฒนาทางเทคโนโลยีของเครื่องกัดพื้นและเครื่องคว้านร่วมสมัยกำลังเปลี่ยนแนวคิดกระบวนการและวิธีการแปรรูปแบบดั้งเดิม แนวคิดกระบวนการของการตัดเฉือนความเร็วสูงกำลังเข้ามาแทนที่แนวคิดการตัดเฉือนหนักแบบดั้งเดิม นำมาซึ่งการเปลี่ยนแปลงวิธีการประมวลผลด้วยความเร็วสูง ความแม่นยำสูง และประสิทธิภาพสูง ซึ่งยังส่งเสริมการเปลี่ยนแปลงโครงสร้างของเครื่องกัดและคว้านพื้นและ การปรับปรุงระดับทางเทคนิค

ในปัจจุบัน คุณลักษณะที่ใหญ่ที่สุดของการพัฒนาเครื่องกัดพื้นและเครื่องคว้านคือการพัฒนาเครื่องกัดความเร็วสูง ซึ่งทั้งหมดนี้เป็นโครงสร้างแบบ ram (ไม่มีแกนคว้าน) และติดตั้งอุปกรณ์เสริมหัวกัดต่างๆ ที่มีประสิทธิภาพกระบวนการที่แตกต่างกัน ข้อดีของโครงสร้างนี้คือ ram มีหน้าตัดขนาดใหญ่ ความแข็งแกร่งที่ดี ช่วงชักยาว และความเร็วในการเคลื่อนที่เร็ว และติดตั้งอุปกรณ์เสริมใช้งานได้หลากหลายได้ง่าย โดยส่วนใหญ่เป็นการคว้านความเร็วสูง หัวกัด สองพิกัด หัวกัดมุมสวิงคู่ ฯลฯ ประสิทธิภาพและช่วงการประมวลผลมาถึงขีดสุดแล้ว ปรับปรุงความเร็วและประสิทธิภาพการประมวลผลอย่างมาก
การกัดแบบดั้งเดิมดำเนินการโดยด้ามกลึงคว้าน ในขณะที่การกัดสมัยใหม่ส่วนใหญ่เสร็จสิ้นด้วยอุปกรณ์เสริมการทำงานต่างๆ ผ่านเครื่องกระทุ้ง มีแนวโน้มจะเข้ามาแทนที่การแปรรูปแบบเดิมๆ ข้อดีของมันไม่ใช่แค่ความเร็วและประสิทธิภาพของการกัดเท่านั้น แต่ยังรวมถึงความสามารถในการดำเนินการแปรรูปโพลีเฮดรอนและพื้นผิวโค้งซึ่งไม่สามารถทำได้ด้วยวิธีการประมวลผลแบบดั้งเดิม ดังนั้น ผู้ผลิตหลายรายจึงแข่งขันกันเพื่อพัฒนาและผลิตเครื่องแมชชีนนิ่งเซ็นเตอร์ความเร็วสูงประเภท ram (ไม่มีเพลาคว้าน) เนื่องจากข้อได้เปรียบทางเศรษฐกิจและทางเทคนิค และสามารถปรับปรุงระดับเทคโนโลยีและขอบเขตเทคโนโลยีของเครื่องมือกลได้อย่างมาก ในเวลาเดียวกัน ความแม่นยำของการตัดเฉือนและประสิทธิภาพการตัดเฉือนดีขึ้น แน่นอนว่า อุปกรณ์เสริมหัวกัดความเที่ยงตรงสูงประเภทต่างๆ เป็นสิ่งจำเป็นสำหรับการสนับสนุนทางเทคนิค และความต้องการก็สูงมากเช่นกัน
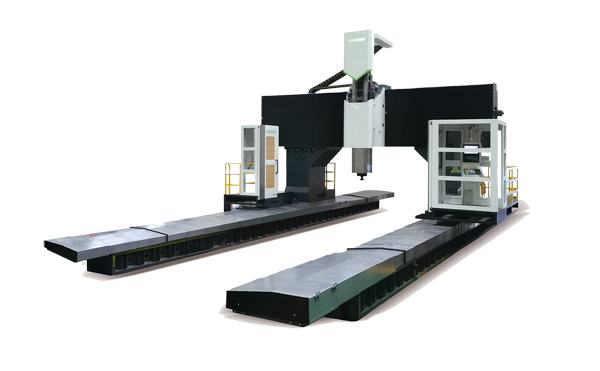
การกัดด้วยความเร็วสูงได้นำการเปลี่ยนแปลงทางโครงสร้างมาสู่การกัดแบบตั้งพื้นและเครื่องคว้าน โครงสร้างที่มี headstock อยู่ตรงกลางค่อนข้างธรรมดา และมีความแข็งแรงสูงและเหมาะสำหรับการทำงานด้วยความเร็วสูง โครงสร้างไดรฟ์แรมใช้รางนำทางเชิงเส้นและไดรฟ์มอเตอร์เชิงเส้น โครงสร้างนี้จำเป็นสำหรับการตัดด้วยความเร็วสูง ผู้ผลิตต่างประเทศได้นำไปใช้กับเครื่องกัดพื้นและเครื่องคว้าน ผลิตภัณฑ์ในประเทศที่คล้ายกันนั้นหายาก แนะนำ. การตัดเฉือนความเร็วสูงยังทำให้ความต้องการด้านสิ่งแวดล้อมและความปลอดภัยสูงขึ้น ซึ่งนำมาซึ่งแนวคิดของการผลิตจำนวนมากที่น่าพอใจ ผู้ผลิตทุกรายให้ความสำคัญอย่างยิ่งต่อการป้องกันความปลอดภัยและความสามารถในการปฏิบัติงานของผู้คนภายใต้การทำงานด้วยความเร็วสูงของเครื่องจักร มีการติดตั้งโครงสร้างที่ปิดสนิทซึ่งทั้งปลอดภัยและสวยงาม
เครื่องคว้านและกัดแนวนอนแบบดั้งเดิมส่วนใหญ่เหมาะสำหรับการแปรรูปชิ้นส่วนกลไกต่างๆ โดยเฉพาะกล่องเกียร์กลไกและชิ้นส่วนผิวโค้งต่างๆ เนื่องจากการปรับปรุงระดับทางเทคนิคของอุปกรณ์ต่าง ๆ ข้อกำหนดสำหรับโครงสร้างทางกลจึงง่ายขึ้นเรื่อย ๆ และจำเป็นต้องมีชิ้นส่วนส่งกำลังน้อยลง โดยเฉพาะอย่างยิ่งชิ้นส่วนที่ใช้เป็นกล่องส่งกำลังจะน้อยลงเรื่อย ๆ การส่งกำลังทางกลคือ ขับตรงเป็นส่วนใหญ่และชิ้นส่วนเกียร์มีความต้องการความแม่นยำสูงมากซึ่งนำเสนอความต้องการที่สูงขึ้นในด้านประสิทธิภาพทางเทคโนโลยีของเครื่องคว้านแนวนอนและเครื่องกัด ดังนั้น เช่นเดียวกับโครงสร้างประเภทเพลาคว้านแบบดั้งเดิม วัตถุการประมวลผลมีแนวโน้มลดลงและจะถูกแทนที่ด้วยสปินเดิลไฟฟ้าไร้เพลาคว้าน นั่นคือ ศูนย์เครื่องจักรกลความเร็วสูงจะประมวลผลชิ้นส่วนต่างๆ ให้เสร็จสมบูรณ์ การพัฒนาเครื่องคว้านและกัดแนวนอนไปจนถึงเครื่องแมชชีนนิ่งเซ็นเตอร์ความเร็วสูง ในแง่หนึ่ง สามารถปรับให้เข้ากับกระบวนการได้มากกว่า และในทางกลับกัน ยังช่วยปรับปรุงระดับประสิทธิภาพและความแม่นยำในการตัดเฉือนอีกด้วย การคว้านและการกัด รวมถึงการเจาะและการต๊าป ติดตั้งอุปกรณ์เสริมหัวกัดมุมสวิง CNC และยังสามารถประมวลผลส่วนโค้งต่างๆ ของตัวเครื่องได้ ติดตั้งโต๊ะทำงานที่แลกเปลี่ยนได้เพื่อสร้างหน่วยประมวลผลที่ยืดหยุ่น ซึ่งสามารถประมวลผลชิ้นส่วนเป็นชุดได้

เครื่องกัดและคว้านพื้นแบบตั้งพื้นส่วนใหญ่จะประมวลผลชิ้นส่วนขนาดใหญ่และขนาดใหญ่พิเศษของโปรไฟล์ต่างๆ ในเวลาเดียวกัน มันยังสามารถติดตั้งโต๊ะหมุนได้ ซึ่งสามารถทำดัชนีแบบหมุนและการเคลื่อนที่เชิงเส้นในแนวรัศมี และดำเนินการประมวลผลหลายลำดับของชิ้นส่วนผ่านการจัดทำดัชนี ซึ่งช่วยปรับปรุงช่วงกระบวนการอย่างมาก เครื่องกัดและคว้านแบบตั้งพื้นที่ผลิตโดยบริษัท Pama ของอิตาลี (Pama) ได้รับการติดตั้งเป็นพิเศษด้วยโต๊ะทำงานแบบปรับมุมเอียงได้ ซึ่งช่วยขยายช่วงการประมวลผลเพิ่มเติม การตัดกำลังสูงและประสิทธิภาพสูงเป็นข้อได้เปรียบด้านการประมวลผลที่สำคัญของเครื่องกัดพื้นและเครื่องคว้าน ข้อกำหนดทางเทคนิคของความเร็วสูงและความเที่ยงตรงสูงส่งผลกระทบต่อการพัฒนาทางเทคนิคของเครื่องกัดพื้นและเคร











